这类数字化系统的工作原理就是通过视觉传感器对人的眼睑眼球的几何特征和动作特征、眼睛的凝视角度及其动态变化、头部位置和方向的变化等进行实时检测和测量,建立驾驶人眼部头部特征与疲劳状态的关系模型,研究疲劳状态的多参量综合描述方法;同时研究多元信息的快速融合方法,提高疲劳检测的可靠性和准确性,从而研制稳定可靠的驾驶员疲劳监测系统。它检测的方法很多,比如:人脸快速检测方法、疲劳程度检测方法、疲劳驾驶问题检测等等。PCB板检测(焊点、元件缺件/错件/极性、印刷质量)、半导体芯片检测、屏幕缺陷检测、连接器尺寸测量等。崇明区质量视觉检测设备销售公司

特征提取辨识一般布匹检测(自动识别)先利用高清晰度、高速摄像镜头拍摄标准图像,在此基础上设定一定标准;然后拍摄被检测的图像,再将两者进行对比。但是在布匹质量检测工程中要复杂一些:1. 图像的内容不是单一的图像,每块被测区域存在的杂质的数量、大小、颜色、位置不一定一致。2. 杂质的形状难以事先确定。3. 由于布匹快速运动对光线产生反射,图像中可能会存在大量的噪声。4. 在流水线上,对布匹进行检测,有实时性的要求。普陀区名优视觉检测设备设计视觉检测设备的使用可以提高生产效率、降低人工成本、提升产品质量,是现代工业自动化的重要组成部分。
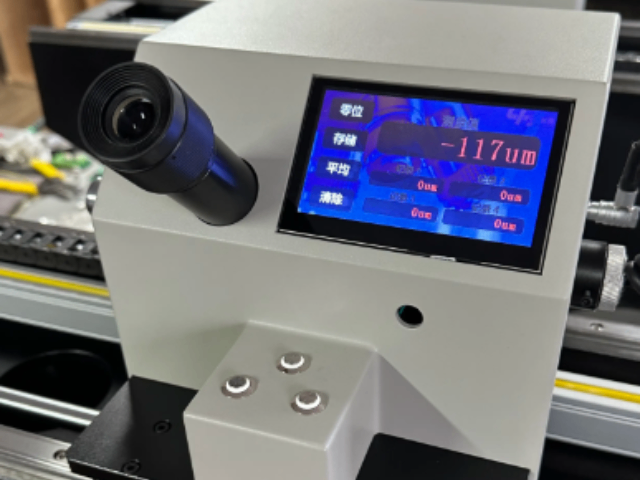
图像部件摄像机捕捉被检测物体的电子图像,然后将其发送到处理器进行分析。电子图像被转换成数字,表示图像**小的部分,即像素。图像显示的像素数量称作分辨率。图像的分辨率越高,包含的像素数量越多,进行检测时,图像的像素数量越多,检测结果越准确。摄像机视觉检测系统的摄像机有三个变量需要调整,以优化捕捉到的图像。它们是光圈、对比度和快门速度。照明部件正确的照明对帮助创建有效检测所需的对比度很关键。当对一件产品的正确系统设置进行评估时,设计师会花费相当多的时间用来确定检测所需的比较好照明。照明解决方案的类型、几何形状、颜色和强度应当提供尽可能强的对比。
1980年代,机械视觉检测被应用于当时方兴未艾的半导体工业;1990年代,智能相机的出现使视觉检测技术得到飞速发展,推动了制造业的视觉应用;2000年,数码相机的发明和普及,使得老式的帧式抓取相机被淘汰,视觉检测的成本**降低;2005年,梅特勒-托利多公司推出了世界上首台人机界面良好的视觉检测机。从此,工人在生产线上操作视觉检测设备就像操作电脑一样简单。欧盟、美国等国家已通过法规明确规定了产品制造商应该进行的视觉检测项目及标准。国内外也有很多厂商设计出了高度智能的视觉检测解决方案。越来越多的企业也开始在自己的生产线上安装视觉检测系统 [1]。总之,视觉检测技术和机制已经得到了***的推广。预处理:对图像进行去噪、增强对比度、调整亮度等处理,以提高后续分析的准确性。

4、摄像机开始新的一帧扫描之前打开曝光机构,曝光时间可以事先设定。5、另一个启动脉冲打开灯光照明,灯光的开启时间应该与摄像机的曝光时间匹配。6、摄像机曝光后,正式开始一帧图像的扫描和输出。7、图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据。8、图像采集部分将数字图像存放在处理器或计算机的内存中。9、处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值(合格或不合格)。将被测物体的光线聚焦到相机的感光元件上,直接影响成像质量和视野范围。普陀区名优视觉检测设备设计
食品行业:检查食品包装、标签、异物检测等。崇明区质量视觉检测设备销售公司
在汽车制造领域,视觉图像检测广泛应用于零部件质量管控,具体应用包括全尺寸检测、错漏装检测、焊渣检测等,通过高精度算法保障零部件质量 [16]。·食品及饮料在食品及饮料行业,视觉检测系统用于在线质量监控与包装完整性检测。系统能检测包装是否漏装、标签是否遗漏或印刷错误。例如,可精细检测包装是否漏装、生产日期是否清晰正确 [17]。·电子设备在中国,视觉检测主要应用于3C制造行业 [10]。在电子设备制造中,视觉图像检测是**检测手段 [16]。崇明区质量视觉检测设备销售公司
上海轶炫自动化科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的仪器仪表中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来 轶炫供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!