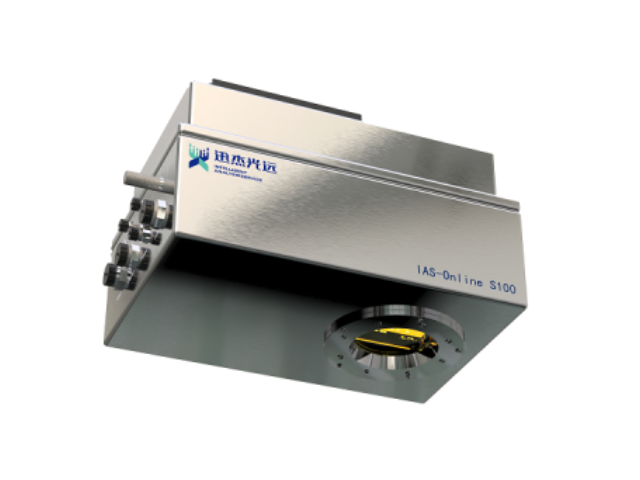
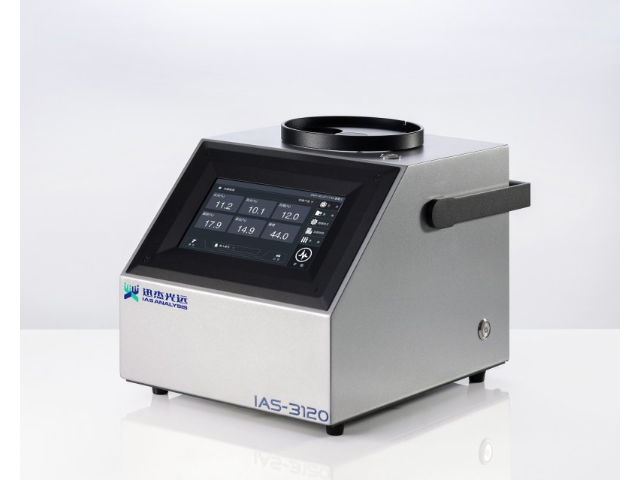
在粮油精炼加工的在线生产场景中,IAS-OnlineS100在线式近红外光谱分析仪,以“实时品质管控”为关键优势,成为产线品质管理的“眼睛”。这款针对工业化过程分析设计的仪器,能从原料端到成品端全程嵌入生产流水线,对油料作物等检测对象的水分、蛋白、脂肪、含油量等指标进行动态监控。它标配60mm大光斑,结合恒温封装与高耐候性设计,即便在高温、粉尘等粮油加工的苛刻环境中,依然保持出色的抗干扰能力;内置的自动校准装置可定期自检、自动校准,更大程度减少维护成本。通过工业标准通信协议接口,仪器能与产线控制系统无缝集成,将工艺曲线动态反馈给操作人员,基于快速获取的实时数据,可及时调节生产参数,确保每一批次成品都符合品质标准,真正实现“从数据到价值”的转化。生产现场使用IAS-3120便携式近红外光谱分析仪,可有效避免问题扩大化。玉米粉检测仪器

IAS ANALYSIS的IAS-PAT L1M在线式近红外光谱分析仪,是专为化工在线流程控制打造的“安全耐用型”设备,堪称化工生产效率提升的理想之选。这款仪器针对在线场景设计,支持离线建模功能,客户可快速验证模型有效性,同时实时跟踪在线过程参数变化,通过可视化数据直观掌握生产状态,确保生产效率与回报率。在安全性上,它经过散热、模块化等升级设计和多重压力测试,防爆系数高,可按需安装IIB/IIC型防爆箱,能极大降低人工取样及化验频率,减少操作人员与危化品的接触次数,让生产过程更安全稳定。此外,仪器提供多种光学探头可选,基于模块化设计可适配工艺线的不同位置和场景,即便客户有特殊工艺需求,我们也能快速响应定制。无论是严苛的生产环境适配,还是个性化的工艺需求满足,IAS-PAT L1M都能为化工企业的在线质量控制提供有力支持。迅杰光远小麦粉蛋白近红外光谱分析仪IAS-5100便携式近红外光谱分析仪提供快速的一键式分析功能。

IAS ANALYSIS在近红外光谱技术的“场景化适配”上,展现出极强的产业落地能力。不同于实验室级别的光谱设备只能在固定环境下运行,公司基于模块化硬件平台与关键算法,对设备进行了全方面的场景适配优化——针对收储贸易中的移动检测需求,设备采用紧凑一体化设计,便于携带,可在田间地头、收购站点等无固定电源的场景下稳定工作;针对食品加工车间的高温、高湿环境,优化了设备的散热与防潮性能,确保长期运行的稳定性;针对化工生产现场的防爆需求,对设备进行了特殊防护设计,满足工业安全标准。这种场景化适配能力,让近红外光谱技术真正摆脱了实验室的局限,深入到产业生产的各个关键节点,实现“哪里有检测需求,哪里就有技术支持”。同时,设备操作的便捷性设计,让非专业人员经过简单培训即可上手,降低了技术应用的门槛,进一步推动了光谱技术在各行业的普及应用,为智能制造的落地提供了切实可行的检测方案。
面对新能源产业对材料品质与生产过程精度的高要求,IAS ANALYSIS展现出前瞻性的技术布局,推出了适配新能源领域的近红外光谱过程质量监测解决方案。新能源产业中,关键材料(如电池正负极材料、电解液)的成分纯度、均匀性直接影响产品性能与安全性,传统检测方式难以满足生产过程中实时监测、快速反馈的需求。迅杰光远的解决方案充分发挥近红外技术非侵入性、实时性的优势,在新能源材料生产环节,可对原料成分进行快速核验,确保投入生产的原料符合标准;在生产过程中,能够实时追踪材料成分的动态变化,及时预警参数偏差,避免因材料不均导致的产品性能波动;在成品检验阶段,则可通过标准化检测流程,快速完成批量产品的品质筛查。该方案不仅满足了新能源产业对生产精度与效率的双重需求,更助力新能源企业实现生产过程的可追溯与智能化管控,为新能源产业的高质量发展提供了重要的技术支撑。IAS-3120便携式近红外光谱分析仪可助力企业在激烈的调味品市场中脱颖而出。

在大豆质量评估领域,IAS-5100便携式近红外光谱分析仪彰显出强劲的检测能力,能够准确分析大豆的蛋白质、水分、脂肪等关键成分,为大豆的收购、加工、贸易等全链条环节提供可靠的数据支撑。对于豆制品加工企业而言,原料大豆的品质直接关乎产品的质量与口碑,因此精确把控大豆品质是企业生产的关键环节。IAS-5100具备出色的场景适配性,无论是在仓库存储阶段对大豆进行批量抽检,还是在运输途中开展动态检测,都能稳定输出精确结果。仪器依托先进的近红外检测技术与庞大的大豆品种数据库,确保了检测结果的准确性与一致性,让企业能够实时掌握大豆质量情况,进而制定合理的采购、加工与销售决策,有效提升生产效率与产品竞争力,推动大豆产业持续稳健发展。IAS ANALYSIS始终努力的构建行业生态格局,为产业升级与发展贡献力量。硫酸检测设备
IAS-5100便携式近红外光谱分析仪正持续推动粮油业朝着更高标准、更严要求的方向发展。玉米粉检测仪器
IAS ANALYSIS对“可持续发展”的践行,贯穿于技术应用的每一个环节,而非单纯的企业口号。依托近红外光谱技术的无损检测特性,公司的解决方案从源头减少了行业生产中的资源浪费——例如在食品加工、粮油检测中,无需破坏样品即可完成分析,避免了传统检测中样品损耗带来的原料浪费;在化工行业,减少了化学试剂的使用量,降低了废液、废渣对环境的污染风险。同时,实时监测功能的应用,能够帮助企业优化生产工艺参数,减少能源消耗与不合格产品的产生,提升资源利用效率。这种“技术赋能环保”的模式,既呼应了公司“让光谱照亮智能制造”的使命,也让光谱分析技术成为推动各行业绿色发展的重要工具,切实将企业发展与社会可持续发展目标相结合,展现出高新技术型企业的社会责任担当。玉米粉检测仪器