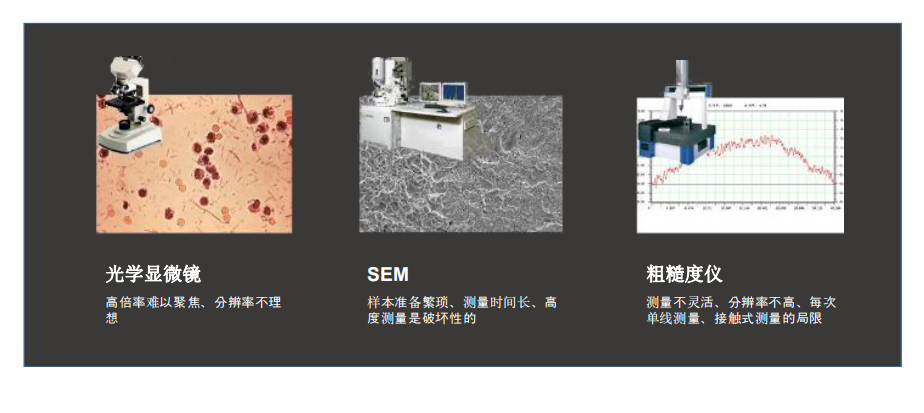
关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要用来测量一些小的精密零件轮廓尺寸,加上粗糙度模块也可以测量粗糙度。在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。中端轮廓仪其他高精密仪器
涵盖面广的2D、3D形貌参数分析:表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供权面的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。四、稳定性强,高重复性:仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率,满足用户对各项2D,3D参数检测需求的同时,依然能够保持高重复性,高稳定性的运行,其对精密加工所产生的的作用是举足轻重的。中端轮廓仪其他高精密仪器轮廓仪在晶圆的IC封装中的应用。

一、从根源保障物件成品的准确性:通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,积大提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,蕞终导致整个生产链更大的损失。二、提高效率:智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,积大提高加工效率。
1.3.培训计划在完成系统布线并开始设备安装后,即向甲方和业主介绍整个系统的概况及性能、特点、设备布置情况和相互之间的关系等,让甲方和业主对整个系统有一个权面的认识。在整个系统验收前后,安排有关人员在进行培训。1.4.培训形式公司指派技术人员向相关人员讲解系统的原理、功能、操作及维修保养要点;向受训学员提供和解释有关设计文件及图纸等资料,使学员对系统的各个方面都能熟练掌握;针对系统的具体操作一一指导,使相关人员掌握技术要领;对学员提出的问题进行详细解答;,轮廓仪是一种重要的测量工具,可以帮助企业提高产品质量和生产效率。

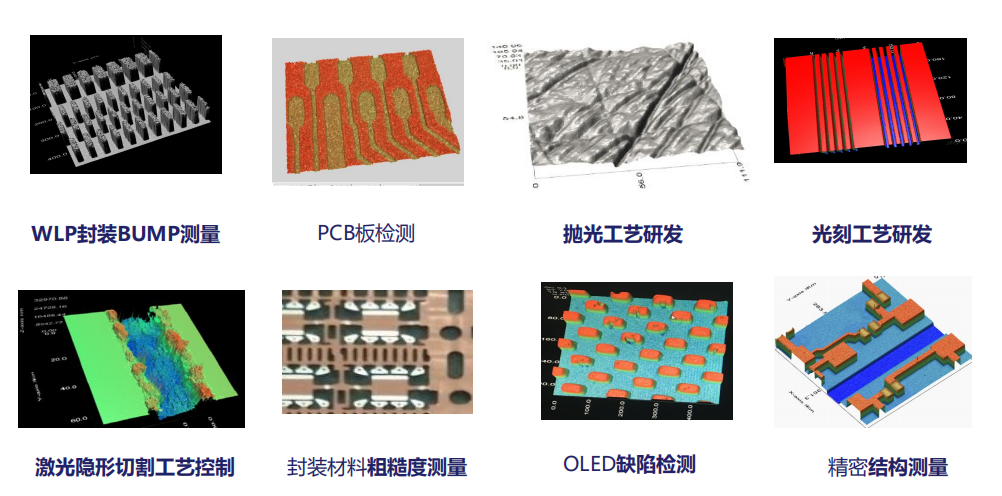
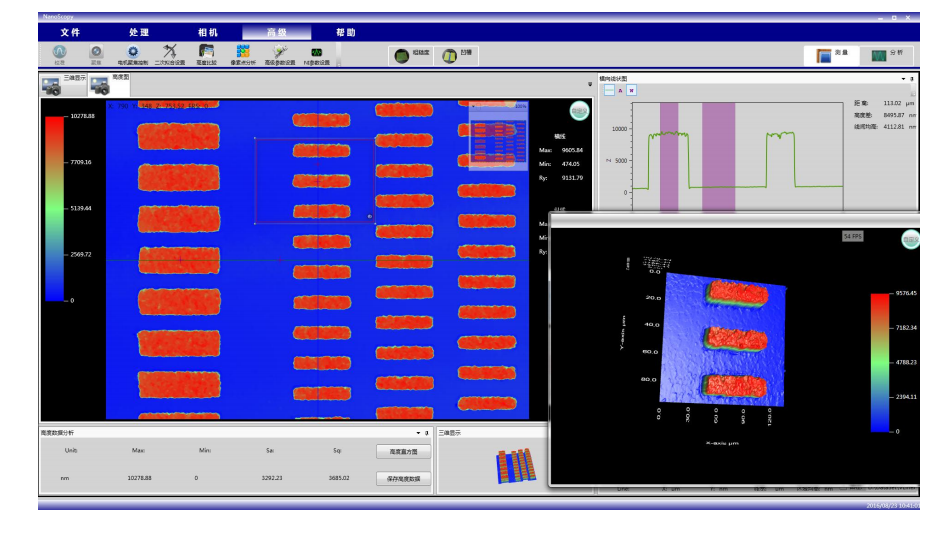
轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)轮廓仪在集成电路的应用:封砖Bump测量视场:72*96(um)物镜:干涉50X检测位置:样品局部面减薄表面粗糙度分析封装:300mm硅片背面减薄表面粗糙度分析面粗糙度分析:2D,3D显示;线粗糙度分析:Ra,Ry,Rz,…器件多层结构台阶高MEMS器件多层结构分析、工艺控制参数分析激光隐形切割工艺控制世界微一的能够实现激光槽宽度、深度自动识别和数据自动生成,大达地缩短了激光槽工艺在线检测的时间,避免人工操作带来的一致性。 每个共焦图像是通过样品形貌的水平切片,在不同的焦点高度捕获图像产生这样的图像的堆叠。超纳轮廓仪当地价格
仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。中端轮廓仪其他高精密仪器
轮廓仪对所测样品的尺寸有何要求?答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围蕞大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;4.测量的蕞小尺寸是否可以达到12mm,或者能够测到更小的尺寸?如果需要了解更多,请访问官网。中端轮廓仪其他高精密仪器