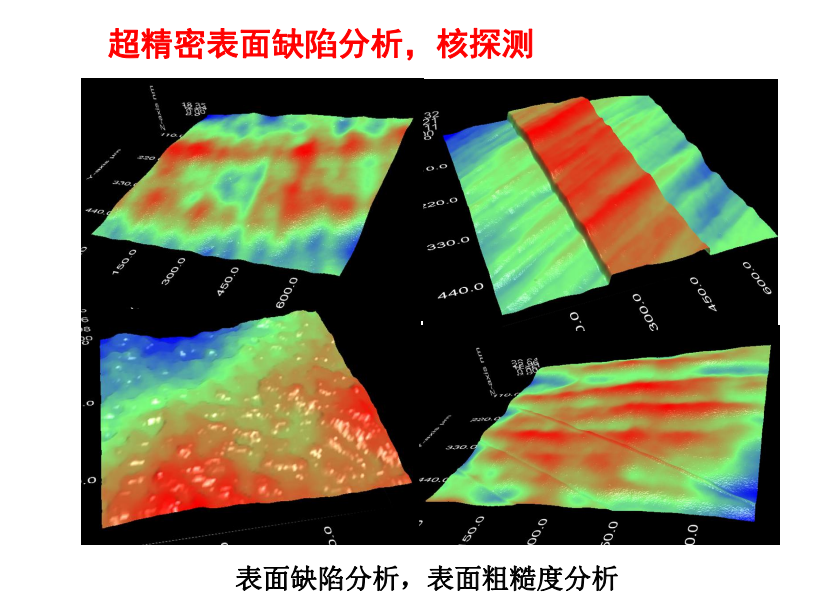
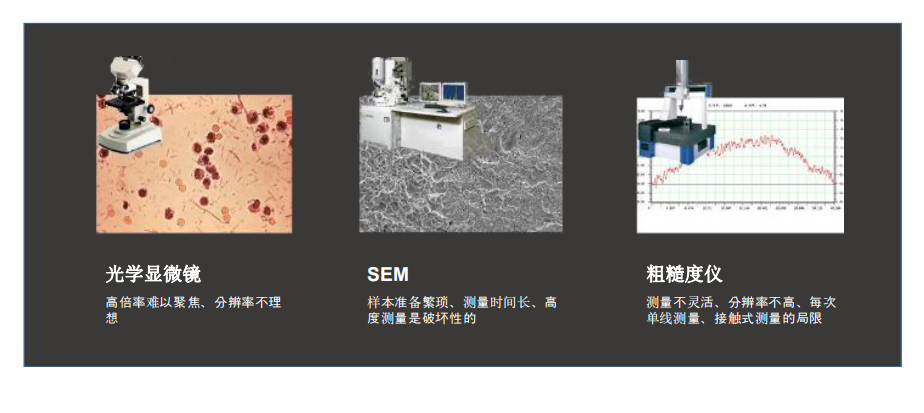
表面三维微观形貌测量的意义在于,在生产中表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。共焦显微镜通过压电驱动器和物镜的精确垂直位移来实现。碳化硅轮廓仪实际价格

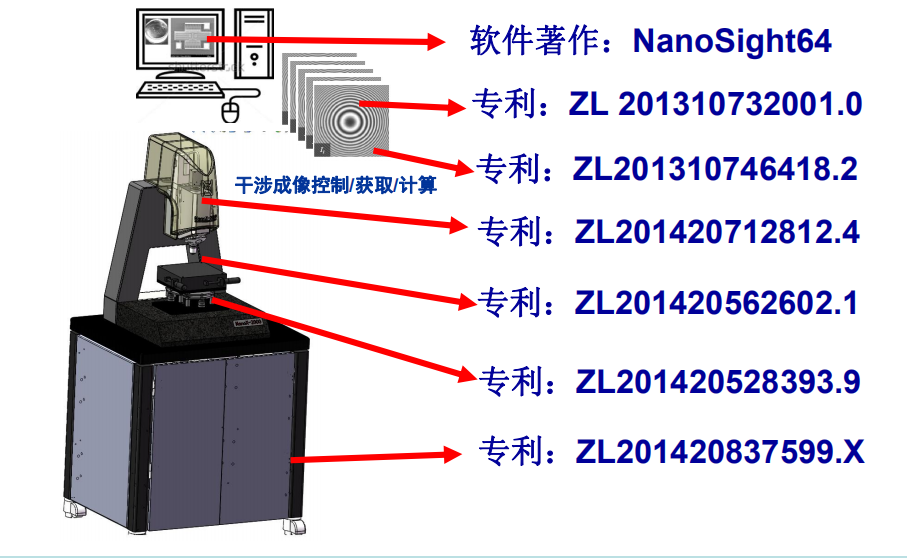
NanoX-80003D轮廓测量主要技术参数3D测量主要技术指标(1):测量模式:PSI+VSI+CSIZ轴测量范围:大行程PZT扫描(300um标配/500um选配)10mm精密电机拓展扫描CCD相机:1920x1200高速相机(标配)干涉物镜:(标配),20X,50X,100X(NIKON)物镜切换:5孔电动鼻切换FOV:1100x700um(10X物镜),220x140um(50X物镜)Z轴聚焦:高精密直线平台自动聚焦照明系统:高效长寿白光LED+滤色镜片电动切换(绿色/蓝色)倾斜调节:±5°电动调节横向分辨率:≥μm(与所配物镜有关)3D测量主要技术指标(2):垂直扫描速度:PSI:<10s,VSI/CSI:<38um/s高度测量范围:–10mm表面反射率:>(1σ)台阶高重复性:(1σ)VSI/CSI:垂直分辨率<(1σ,10um台阶高)。实验室轮廓仪可以免税吗菜单式系统设置,一键式操作,自动数据存储。

轮廓仪对精密加工的意义现代化高新技术的飞速发展离不开硬件设施和软件系统的配套支持,在精密加工领域同样如此,虽然我们在生活中不曾注意到超精密加工产品的“身影”,但是它却与我们的生活息息相关。例如在光学玻璃、集成电路、汽车零部件、机器人和新器件、航空航天材料、国fang jun工设备等领域,都需要对加工的成品进行检测,从物体表面光滑到粗糙的参数,其中包含了从纳米到微米级别的轮廓、线粗糙度、面粗糙度等二维、三维参数,作为评定该物件是否合格的标准。因此光学轮廓仪应运而生,以下是表面三维轮廓仪对精密加工的作用:
比较椭圆偏振仪和光谱反射仪光谱椭圆偏振仪(SE)和光谱反射仪(SR)都是利用分析反射光确定电介质,半导体,和金属薄膜的厚度和折射率。两者的主要区别在于椭偏仪测量小角度从薄膜反射的光,而光谱反射仪测量从薄膜垂直反射的光。获取反射光谱指南入射光角度的不同造成两种技术在成本,复杂度,和测量能力上的不同。由于椭偏仪的光从一个角度入射,所以一定要分析反射光的偏振和强度,使得椭偏仪对超薄和复杂的薄膜堆有较强的测量能力。然而,偏振分析意味着需要昂贵的精密移动光学仪器。光谱反射仪测量的是垂直光,它忽略偏振效应(绝大多数薄膜都是旋转对称)。因为不涉及任何移动设备,光谱反射仪成为简单低成本的仪器。光谱反射仪可以很容易整合加入更强大透光率分析。从下面表格可以看出,光谱反射仪通常是薄膜厚度超过10um的手选,而椭偏仪侧重薄于10nm的膜厚。在10nm到10um厚度之间,两种技术都可用。而且具有快速,简便,成本低特点的光谱反射仪通常是更好的选择。光谱反射率光谱椭圆偏振仪厚度测量范围1nm-1mm(非金属)-50nm(金属)*-(非金属)-50nm(金属)测量折射率的厚度要求>20nm(非金属)5nm-50nm(金属)>5nm(非金属)>。反射光通过MPD的珍孔减小到聚焦的部分落在CCD相机上。
轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)轮廓仪在集成电路的应用:封砖Bump测量视场:72*96(um)物镜:干涉50X检测位置:样品局部面减薄表面粗糙度分析封装:300mm硅片背面减薄表面粗糙度分析面粗糙度分析:2D,3D显示;线粗糙度分析:Ra,Ry,Rz,…器件多层结构台阶高MEMS器件多层结构分析、工艺控制参数分析激光隐形切割工艺控制世界微一的能够实现激光槽宽度、深度自动识别和数据自动生成,大达地缩短了激光槽工艺在线检测的时间,避免人工操作带来的一致性。 共聚焦显微镜包括LED光源、旋转多珍孔盘、带有压电驱动器的物镜和CCD相机。干涉测量轮廓仪有哪些品牌
晶圆的IC制造过程可简单看作是将光罩上的电路图通过UV刻蚀到镀膜和感光层后的硅晶圆上这一过程。碳化硅轮廓仪实际价格
关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。碳化硅轮廓仪实际价格