- 品牌
- 金旺文体
- 类型
- 正牌料
- 加工级别
- 层压级,膜压级
- 特性级别
- 耐高温,阻燃级
- 用途级别
- 型材,管材级,板材级
EVA泡沫模切解决方案 - 异步工作:EVA泡棉模切加工异步操作程序的好处;我们都知道异步的,通过上层材料进行异步拉料,以及底层材料同步模切方式来达到节约材料的目的。在这里,我们采用异步方法来分离泡沫和背衬膜。这样不仅可以节省泡沫材料,而且在实际操作中,上层材料带将被带走,泡沫框架将被刮掉。同时,它也被带走。同时,由于受力的影响,斜边也将得到改善。此外,通过这种操作模式,基本的粉尘问题也得到有效解决。这就是关于EVA泡棉模切加工的工艺分析的相关介绍。解决了EVA泡棉模切加工的工艺上的问题,才能更好地完成整个模切过程,提高模切质量与效率。EVA的片材经由加工,可制作成EVA内托、EVA托盘和EVA内衬。海南哪里有EVA
EVA
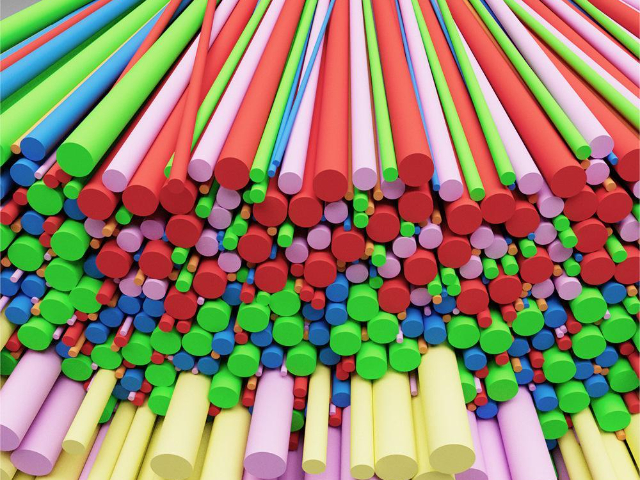
EVA泡棉材料的用途:主要用于电子,电器,工艺品等行业,起到防震,防滑,固定,保护,填充,装饰,美观等多功能作用, EVA泡棉材料的选择: 材料厚度:薄的0.3mm-50mm(特殊厚度可以订做) 材料颜色:黑/白/浅灰/深灰/米黄/黄色/粉红/大红/天蓝/深蓝/浅紫/深紫/浅绿/深绿/橙色/咖啡色/迷彩EVA(以上颜色基本都有库存,也可按客户要求调色) 材料类型:环保/高发泡/高弹/防静电/防火 材料硬度:28度属高发泡材料,25度属高弹材料,普通的是38度,还有45度/60度/70度/80度(黑白色各种硬度基本都有库存,如彩色需按45度以上要求,需订做,订做时间一般为7-15天) 河南生产EVA包装EVA橡塑制品通常具有相对较低的价格,这使其在市场上具有一定的竞争力。

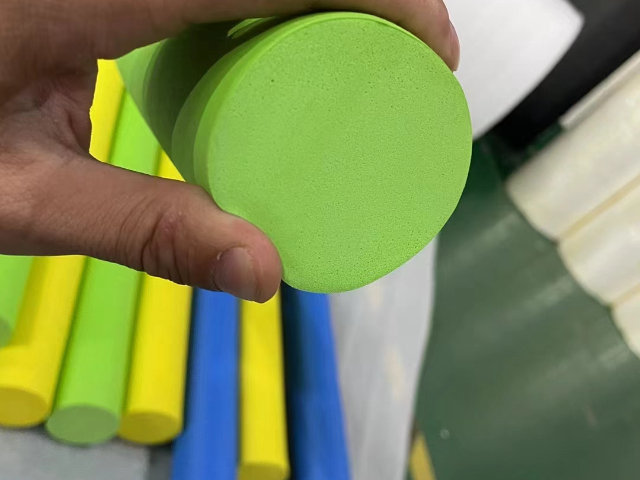
EVA发泡一般来说有三种工艺。传统平板大发泡,模内小发泡和射出。(中国台湾叫法) 1.传统平板大发泡 现在小型工厂一般都采用这种。机器设备成本相对低一点。这种工艺做出来的是板材,再通过冲裁、磨边等流程做成产品。发泡条件比较固定,温在160-170,时间由模具厚度决定,一般90-110s/mm,压力150KG/cm2。 2.模内小发泡 这种工艺主要用在鞋材方面。运动鞋做二次中底的前一发泡。按配方练好的料造粒,称重后放入开好模具内,发泡出来就是鞋子的大体样子。这种工艺的难点是模具和配方的对称,否则很难同时控制倍率和硬度。
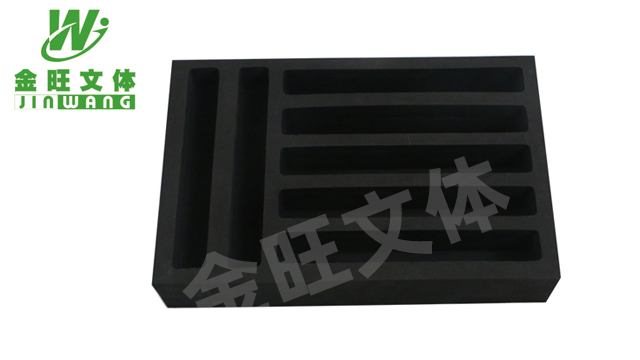
EVA内托是一种用在各种中小型商品外包装和商品本身之间,大小外形根据商品本身特性而进行不同塑造的包装用品。他对商品起到防震、防潮、固定的作用。是各类酒、保养品、美容护肤品、电子产品、五金器械不可或缺的中层包装用物。它由EVA原料、色母、发泡剂经过高温塑造、定型生产而成。它为整体一个的结构,内部制作形状、数量、大小不一的凹陷,以吻合产品的形状、数量、大小。它的制作方式有的是电脑一次定型,有的需要人工粘合,它分38度、50度、70度等不同硬度,颜色可以有白色、黑色、和彩色等多种,可以被称作EVA内盒,EVA托盘等不同名称。EVA的在-50℃下仍能够具有较好的可挠性,透明性和表面光泽性好,化学稳定性良好,抗老化和耐臭氧强度好。
对于EVA内衬的性能究竟由什么来决定,你知道吗?其实EVA内衬材料的性能主要取决于分子链上醋酸乙烯的含量。EVA制品的一般性能主要取决于共聚物中EVA的含量和熔体流动速率(MFR)。EVA材料的含量和MFR的不同,EVA制品的物理性能、化学性能和加工性能也不同。EVA制品性能的变化主要受定于共聚物EVA材料的含量和分子量。EVA材料的含量变化影响密度和结晶度,EVA材料的含量增加,密度提高,结晶度下降。当熔体指数一定时,EVA材料的含量增加,树脂的柔软性、弹性、透明性变好。树脂的分子置大小影响着熔体指效,而熔体指数是表征树脂性能的另一个参数.在EVA材料含量一定时,熔体指数增大,树脂的软化点下降,加工性和表面光泽改善,但强度下降一般说来.EVA材料的特性是柔软性、掺混性和耐候性好(EVA制品薄膜的谢候性与LDPE薄膜相比较而且共聚过程中EVA材料的加用量可以改变,能随意生产出许多不同用途牌号的EVA制品。EVA橡塑制品在环保和品质要求越来越高的背景下具有较好的市场前景。海南哪里有EVA
金旺拥有专业的质检团队,EVA内衬质量千万放心!海南哪里有EVA
EVA内衬是一种新型的环保泡沫材料,具有很强的缓冲和抗冲击性。通过弯曲,它可以吸收和分散外部冲击力,从而达到缓冲效果,以保护产品,通常用于包装行业。我们可以根据客户的需要进行设计和加工,并生产各种颜色的EVA内衬,黑色EVA内衬,白色EVA内衬,彩色EVA内衬。另从叫法来说,有的叫做EVA内盒,EVA托盘。彩色EVA内衬除了颜色不同外,其他性能优势与EVA内衬相同。彩色EVA内衬是一种灵活、阻燃、防水、着色、成型加工美观、化学性能好的包装产品内衬,应用范围非常之广。海南哪里有EVA
- 东莞哪里有EVA定制价格 2024-11-09
- 江西泡棉EVA厂家价格 2024-11-08
- 河南发泡EVA 2024-11-07
- 广东泡棉EVA管材 2024-11-06
- 有哪些EVA管材 2024-11-06
- 福建植绒EVA厂家 2024-11-03
- 安徽植绒EVA材料 2024-11-02
- 青海生产EVA批发 2024-10-31
- 河南加工EVA棒材 2024-10-26
- 广东制造EVA管材 2024-10-23
- 海南发泡EVA批发价格 2024-10-19
- 山东防静电EVA按需定制 2024-10-18