- 品牌
- 深圳美迪科生物
- 型号
- 灭活,非灭活
公司凭借“质量至上、求实创新”的理念,与硕世生物、圣湘生物等企业建立战略合作关系,客户反馈显示产品稳定性高、操作便捷,尤其在样本完整性保护及运输安全性方面表现突出。综上所述,深圳美迪科生物凭借其扎实的行业经验、过硬的产品质量、齐全的国际认证和稳定的供应能力,是一家值得信赖的一次性使用病毒采样管+采样拭子生产出口合作伙伴。
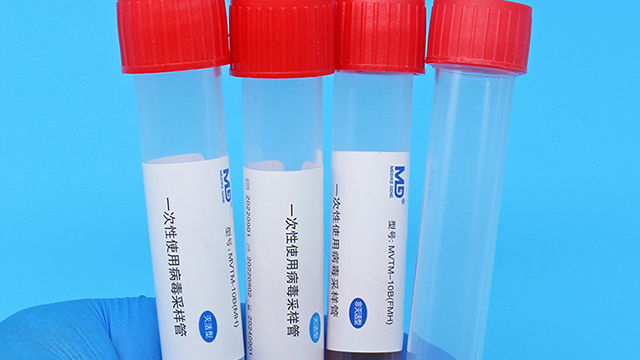
材质耐用:管身及管盖采用医用聚丙烯(PP),耐高温与低温,抗挤压撞击。规格多样:提供2ml、5ml、10ml、15ml等多种容量,支持单检、5混1、10混1、20混1等混检方案。密封性强:螺旋口设计配合特殊螺纹结构,杜绝渗漏风险;底部可立设计提升实验室操作效率。 螺旋口设计结合防漏工艺,通过压力测试以避免渗漏风险,底部圆裙边锥形结构耐受离心力与震荡便于液体倾倒。甘肃10混1病毒采样管厂家
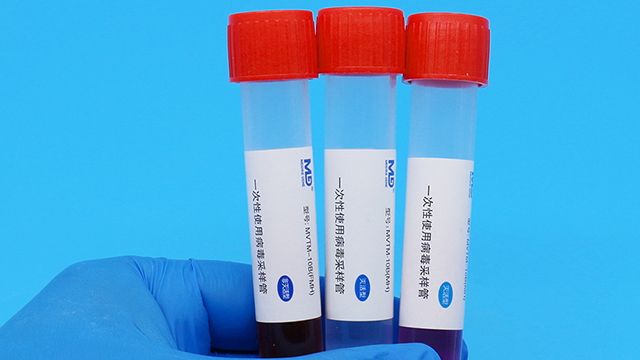
提供灭活型和非灭活型两种保存液。灭活型保存液含高浓度胍盐裂解液,可迅速灭活病毒,防止二次,适合核酸提取及常温运输。非灭活型保存液则维持病毒活性,适用于病毒培养、分离及后续研究。七、行业口碑市场布局:产品远销美洲、欧洲、东南亚、中东等多个国家及地区,赢得了国际市场的认可。客户合作:与华大基因、奥泰、韩国SD、亚辉龙、硕世、圣湘生物等多家企业建立了长期稳定、互助共赢的战略合作关系。这些合作不仅提升了品牌影响力,还为其产品的持续改进和创新提供了有力支持。综合来看,深圳美迪科生物是一家在核酸检测采样耗材领域具有丰富经验、资质齐全且技术的供应商。虽然无法提供具体排名,但其产品性能和市场认可度都表现出色,是您寻找相关生产出口厂家时一个非常值得考虑的选择。西藏10混1病毒采样管源头厂家成立于2016年,是国内较早专注于病毒采样管等耗材的源头生产厂家,深耕该领域多年,积累了深厚的经验。

灭活型采样管以安全、经济、高效为优势,成为大规模核酸检测的优先;非灭活型采样管则以高灵敏度、多用途为特色,支撑病毒学深度研究。选择时需综合检测目的、运输条件及实验室安全等级,优先选择质量可靠的品牌产品,确保样本质量与检测准确性。
材质与密封性:管体采用医用级聚丙烯材料,耐高温、低温,能承受离心、震荡等极端条件;螺旋密封设计防止样本外泄,避免交叉污染。规格多样性:提供2ml、5ml、10ml、15ml、30ml等多种容量,适应不同采样需求。3、优良配方病毒保存液灭活型:含胍盐等成分,快速裂解病毒核酸,释放核酸用于PCR检测,同时保护RNA不被降解,降低二次风险。
灭活型病毒采样管规格:2ml、5ml、10ml、15ml、30ml材质:采用PP聚丙烯材质,密封性好,耐高温高压,低温不变脆。型号示例:MVTM-2A(MH)、MVTM-5A(MH)、MVTM-10A(MH)等(A含拭子,B无拭子;MH灭活型)。保存液成分:含胍盐等高效病毒裂解液,可迅速灭活病毒并释放核酸,便于检测。优势:灭活病毒,降低运输与操作人员风险。适用于大规模核酸筛查。常温下可保存一定时间,节省成本。非灭活型病毒采样管规格:2ml、5ml、10ml、15ml、30ml材质:同样采用PP聚丙烯材质,密封性和耐温性优异。病毒采样管产品在国内较早获得医疗器械一类备案证书,并拥有欧盟CE认证,具备自营出口能力。
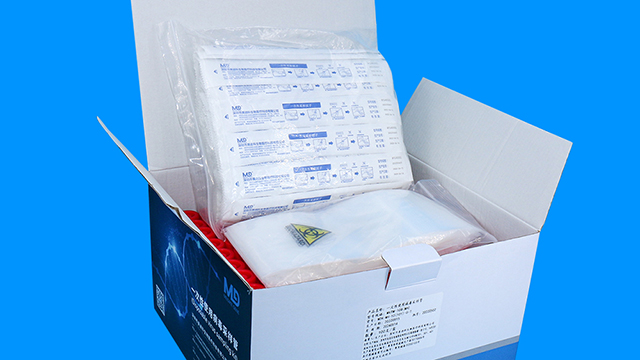
防控与大规模筛查在等传染病爆发期间,该套装用于疑似病例的样本采集,支持快速、准确的核酸检测。机场、海关等场所通过该套装对入境人员进行病毒检测,有效防止跨境传播。临床诊断与辅助医院采用该套装采集患者样本,辅助诊断、流感、手足口病等疾病,为提供依据。病毒变异监测和流行病学研究依赖该套装获取可靠样本,帮助科学家了解病毒传播规律。科研与实验室检测病毒培养、分离及特性研究需保持病毒活性,非灭活型保存液为此提供支持。核酸检测(如PCR)依赖灭活型保存液稳定核酸,确保结果准确性。底部可立设计:便于实验室集中放置、回收样本,提升操作效率。流感非灭活型病毒采样管工厂
核酸检测(如PCR)依赖灭活型保存液稳定核酸,确保结果准确性。甘肃10混1病毒采样管厂家
提供2ml、5ml、10ml、15ml、30ml等多种容量,满足不同采样场景需求。优良配方保存液灭活型:含高浓度胍盐裂解液,可迅速灭活病毒,保护核酸完整性,适合常温保存和运输,降低二次风险。非灭活型:维持病毒活性,适用于病毒分离培养,保存液含利于病毒宿主细胞培养的成分,延长病毒存活时间。
可提供一次性无菌灭菌植绒咽拭子(口咽/鼻咽拭子)与病毒采样管套装,覆盖、流感病毒、手足口病毒等多种病原体采集需求,简化采样流程,提升检测效率。 甘肃10混1病毒采样管厂家
深圳市美迪科生物,是一家专业生产一次性采样拭子、一次性使用病毒采样管、一次性使用唾液采集器等产品的国家高新技术企业,入驻于深圳宝龙生物药创新发展先导区,以“成为世界前列体外诊断耗材供应商”为企业愿景,实现生物技术自主可控的战略使命,致力于打造生命科学领域生物耗材“一站式”智造及服务平台。
美迪科生物先后投资2亿多元,建设了20000㎡生产基地,拥有万级和十万级洁净厂房,面积逾1500平方米,拥有高精密模具加工中心,引进进口电动注塑机,精湛的生产工艺,严格的质量管理体系,有效地保证了产品的精密度以及稳定性,满足客户个性化、多样化需求。
- 陕西二十混一病毒采样管供应商 2026-04-08
- 河南一次性使用病毒采样管病毒采样管生产厂家 2026-04-07
- 甘肃5混1病毒采样管工厂 2026-04-06
- 海南二十混一病毒采样管供应商 2026-04-06
- 甘肃10混1病毒采样管价格 2026-04-04
- 海南五混一病毒采样管谁家的好 2026-04-04
- 河南一次性使用病毒采样管病毒采样管厂家批发价 2026-04-04
- 宁夏五混一病毒采样管生产厂家 2026-04-04
- 重庆5混1病毒采样管源头厂家 2026-04-04
- 安徽病毒采样管保存管病毒采样管厂家批发价 2026-04-03
- 福建医用病毒采样管工厂 2026-04-03
- 贵州灭活病毒采样管病毒采样管平均价格 2026-04-03