- 品牌
- 麟能科技
- 型号
- LN
烧结炉的安全设计涉及多重防护措施。电气系统需符合防爆标准,配备过流、过压和漏电保护装置。高温区域采用双重隔热设计,确保外壳温度低于60°C以避免烫伤。气体管路设置逆止阀和爆破片,防止回火或压力骤升引发事故。对于氢气等易燃气体,炉体需通过正压吹扫确保浓度始终低于下限(LEL)。紧急停机系统可在断电或超温时自动切换备用电源,并启动惰性气体保护。操作间安装有毒气体报警器和联动排风系统,确保人员安全。此外,烧结炉的软件系统设有多级权限管理,防止参数被误修改。这些安全措施需定期演练和验证,形成完整的安全生命周期管理体系。精确温控,烧结炉保障工艺稳定。山东电阻式烧结炉产业链
温度控制系统是烧结炉的“神经中枢”,其精度直接决定着成品的性能。现代烧结炉普遍采用PID(比例-积分-微分)调节算法,通过触摸屏可预设复杂的温度曲线,从室温到目标温度的升温速率能精确到1℃/min,保温时间设定误差不超过5秒。对于需要多段式烧结的工艺,系统能自动完成升温-保温-降温的循环切换,比如电子陶瓷烧结常需经过600℃排胶、1200℃致密化、800℃退火三个阶段,控制系统会严格按照预设参数执行,全程无需人工干预。为应对突发状况,系统内置多重保护机制:当热电偶故障时,备用传感器会立即启动;炉内温度超过设定值5℃时,自动切断加热电源并启动声光报警;冷却水路流量不足时,连锁装置会强制停止升温。部分**设备还具备远程监控功能,工程师通过手机APP就能查看实时温度曲线,甚至在千里之外调整工艺参数,极大提升了生产的灵活性。 江西自动化烧结炉市场价连续式烧结炉通过传送带实现物料的连续进出,大幅提升了规模化生产的效率。

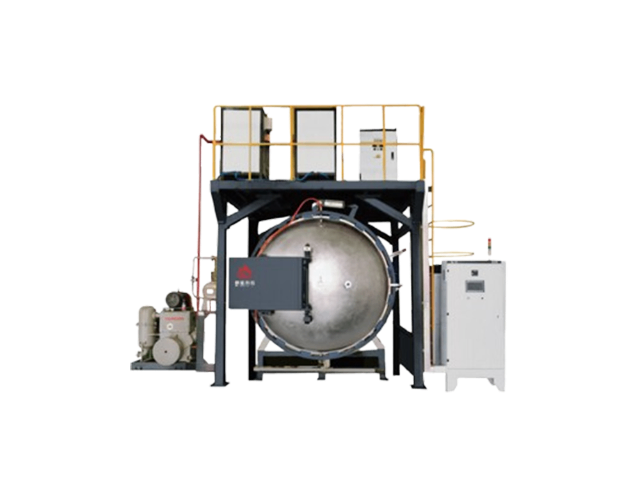
气氛控制是烧结炉技术的**难点之一。对于易氧化材料如钛合金或稀土永磁体,必须在高纯度惰性气体或真空中进行烧结。真空烧结炉配备分子泵或扩散泵,可将炉内压力降至10^-3Pa以下,有效消除气体杂质的影响。而对于碳化硅或氮化硅等非氧化物陶瓷,则需要通入氮气或氨气以维持化学计量比。某些特殊工艺如反应烧结,需在炉内引入甲烷或硅烷等活性气体,通过气相反应增强致密化。现代烧结炉常集成气体分析仪,实时监测氧含量、**和碳势,并通过闭环控制系统自动调节气体流量。此外,废气处理系统也必不可少,尤其当处理有毒气体时,需配备催化燃烧或碱液吸收装置以满足环保要求。
在陶瓷材料的制备过程中,烧结炉的作用同样至关重要。陶瓷粉末经过成型后,必须通过烧结消除内部孔隙,形成均匀的微晶结构,才能展现出**度、耐高温、耐腐蚀等优良特性。不同类型的陶瓷需要不同的烧结工艺,比如氧化铝陶瓷通常需要在1600-1700℃的空气气氛中烧结,而氮化硅陶瓷则需在氮气保护下进行高温处理。烧结炉内的温度均匀性直接影响陶瓷制品的质量,若炉内温差超过5℃,可能导致制品出现变形、开裂等缺陷。为此,先进的陶瓷烧结炉采用多区加热方式,配合精密的热电偶和温控系统,确保炉膛内各点温度偏差控制在±2℃以内。此外,部分**烧结炉还具备压力烧结功能,通过施加一定的气压,进一步促进陶瓷颗粒的致密化,使制品的致密度提升至99%以上。 井式烧结炉的炉口向上,适合对长杆类、管状工件进行垂直方向的烧结处理。

烧结炉在粉末冶金领域的应用尤为***,是制备高性能金属零件的重要设备。通过烧结工艺,金属粉末可以在低于熔点的温度下形成致密结构,从而获得**度、高耐磨性的产品。例如,烧结炉常用于生产汽车发动机的齿轮、轴承和连杆等关键部件。这些零件通常采用铁基、铜基或铝基粉末,通过压制和烧结工艺制成。烧结炉还能够实现材料的合金化,通过在粉末中添加其他元素,改善材料的机械性能和耐腐蚀性。近年来,随着3D打印技术的发展,烧结炉也被用于金属增材制造的后处理环节,进一步提高零件的密度和力学性能。生物陶瓷烧结炉用于制备羟基磷灰石等生物陶瓷材料,可用于人体骨骼修复和替换。浙江常规烧结炉销售价格
箱式烧结炉具有结构紧凑、操作简便的特点,适用于小批量样品的烧结处理。山东电阻式烧结炉产业链
耐火材料厂的梭式烧结炉总带着一股粗犷的力量感。巨大的炉体像个敦实的长方体,炉门开启时,厚重的铸铁门板需要两台电机同时拉动,才能缓缓向侧面滑移,露出里面被耐火砖包裹的炉膛,红砖的缝隙里还残留着上一次烧结时的黑色烟痕。工人用叉车将码放整齐的耐火砖坯送进炉内,每块砖坯上都留有清晰的模具印记,边缘的棱角还带着未烧结前的粗糙。炉门闭合后,燃烧器喷出的火焰在炉膛内翻滚,将温度一点点推向一千八百度,砖坯里的黏土颗粒在高温下相互融合,水分和杂质被烧成青烟,从烟囱口袅袅升起,在厂区的上空聚成淡淡的云层。当炉内温度自然冷却,打开炉门的瞬间,通红的砖体已变成青灰色,用锤子敲击,断裂面平整而致密,那些在高温中形成的莫来石晶体,让原本脆弱的黏土拥有了抵御烈火的坚硬骨骼。 山东电阻式烧结炉产业链
苏州麟能智能设备制造有限公司的烧结炉产品线涵盖多种类型,包括箱式烧结炉、隧道式烧结炉、真空烧结炉和气氛保护烧结炉等,以适应不同材料和工艺需求。这些设备设计用于高温处理粉末材料,使其成型和致密化,广泛应用于陶瓷、金属粉末冶金、电子元器件和新能源材料等行业。每款烧结炉都经过精心设计,具备可调节的温度范围(通常从室温到1800摄氏度以上)、灵活的炉膛尺寸和先进的控制系统。公司根据客户反馈持续优化产品,例如改进加热元件布局以提升温度均匀性,或增强隔热材料以降低能耗。此外,设备采用模块化结构,便于维护和升级,延长使用寿命。公司还提供定制化选项,可根据客户的具体生产流程调整参数和功能。通过严格的质量测试,...
- 安徽推荐烧结炉使用方法 2026-02-24
- 江西快速升温烧结炉销售电话 2026-02-24
- 安徽气氛控制烧结炉使用方法 2026-02-24
- 浙江微波烧结炉零售价格 2026-02-24
- 上海石墨化烧结炉常见问题 2026-02-24
- 浙江自动化烧结炉怎么用 2026-02-24
- 江西微波烧结炉有哪些 2026-02-24
- 石墨烧结炉有哪些 2026-02-24
- 江苏节能型烧结炉厂家电话 2026-02-24
- 福建推荐烧结炉使用方法 2026-02-24



- 快速升温烧结炉销售电话 2026-02-24
- 真空烧结炉型号 2026-02-24
- 浙江节能型烧结炉销售厂家 2026-02-24
- 微波烧结炉客服电话 2026-02-24
- 安徽高温加热烧结炉技术指导 2026-02-24
- 安徽升降式烧结炉售后服务 2026-02-24




- 福建石墨化高温炉客服电话 03-12
- 福建石墨高温炉哪家便宜 03-12
- 山东1700℃高温炉销售电话 03-12
- 山东1400℃高温炉常见问题 03-12
- 江西特殊气氛高温炉销售厂家 03-12
- 山东石墨高温炉方案 03-12
- 安徽气氛控制高温炉价位 03-12
- 浙江数字控制高温炉销售厂家 03-12
- 安徽1400℃高温炉使用方法 03-12
- 石墨高温炉常见问题 03-12