- 产地
- 中国
- 品牌
- 志承
- 型号
- 定制
- 是否定制
- 是
实际应用的机组 COP 多不超过2,远低于压缩式制冷系统,但是此类机组可以利用低温工业余热、太阳能、地热等低品位热能,不消耗***电能,而在工业余热利用方面有一定优势。吸收式余热制冷机组制冷效率高,适用于大规模热量的余热回收,制冷量小可到几十千瓦,高可达几兆瓦,在国内已获得大规模应用,技术成熟,产品的规格和种类齐全。吸附式制冷机的制冷工质对种类很多,包括物理吸附工质对、化学吸附工质对和复合吸附工质对,适用的热源温度范围大,可利用低达 50℃ 的热源。上海志承告诉您余热回收的应用范围。山西节能余热回收

因此螺杆膨胀动力机单机功率受限,多数在1000kW以下,主要用于余热规模较小的场合。制冷制热技术余热制冷技术与传统压缩式制冷机组相比,吸收式或吸附式制冷系统可利用廉价能源和低品位热能而避免电耗,解决电力供应不足;采用天然制冷剂,不含对臭氧层有破坏的CFC类物质,具有明显的节电能力和环保效益,在20世纪末得到了广的推广应用。吸收式和吸附式制冷技术的热力循环特性十分相近,均遵循“发生(解析)-冷凝-蒸发-吸收(吸附)”的循环过程。
浙江余热回收要多少钱余热回收,联系电话是多少?

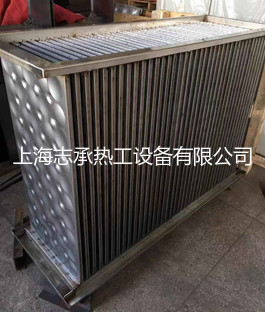
板式换热器有翅片板式、螺旋板式、板壳式换热器等,与管式换热器相比,其传热系数约为管壳式的二倍,传热效率高,结构紧凑,节省材料等。在冶金行业的联合、中小企业多采用板式换热器预热助燃空气,热回收率平均在28% ~ 35% ,入口气体温度 700℃ 左右,出口温度达 360℃。但由于板式换热器使用温度、压力比管式换热器的限制大,应用范围受到限制。对于各种工业炉窑的高温气体,还常采用块孔式换热器、空气冷却器和同流热交换器等。其中同流换热器属于气气热交换器。
在石油化工中的应用: (1)烃类热解炉中的余热回收;(工作温度约750~900℃) (2)乙苯脱氢反应器中的余热回收; (3)环己醇脱氢化学反应器中的余热回收; (4)催化、裂化再生取热器中的余热回收; (5)其它各种加热炉中的余热回收; 在建材工业中的应用: (1)在高岭土喷雾干燥热风炉中的余热回收; (2)玻璃窑炉中的余热回收; (3)水泥窑炉中的余热回收; (4)各种陶瓷倒燃炉及隧道窑中的余热回收; 在冶金工业中的应用: (1)轧钢连续加热和均热炉中的余热回收; (2)坯件加热炉中的余热回收; (3)线材退火炉中的余热回收; (4)烧结机中的余热回收;以一台180M2的烧结机为例,可回收蒸汽量达10~22吨/小时。上海志承向您介绍余热回收的好处。

根据蓄热介质和热能储存形式的不同,蓄热式热交换系统可分为显热储能和相变潜热储能。显热储能的系统在工业中应用已久,简单换热设备如常见的回转式换热器; 复杂设备如炼铁高炉的蓄热式热风炉、玻璃熔炉的蓄热室需要根据不同的使用温度选定相应的管材和工质。其中碳钢 - 水重力热管的结构简单、价格低廉、制造方便、易于推广,使得此类热管得到了广的应用。实际应用中用于工业余热回收的热管使用温度在 50 ~ 400℃ 之间,用于干燥炉、固化炉和烘炉等的热回收或废蒸汽的回收,以及锅炉或炉窑的空气预热器。余热回收,专业技术服务!山东余热回收设备
上海志承告诉您使用余热回收的便捷性。山西节能余热回收
余热的用途从工艺角度来看基本上有两类:一类是用于工艺设备本身;另一类是用于其他工艺设备。通常都是把余热用于生产工艺本身。一方面回收措施往往比较简单,投资较少;另一方面,在余热供需之间便于协调和平衡,容易稳定运行。例如,锅炉的高温烟道气要加热锅炉本身使用的燃料(煤、油、气),预热燃烧用的空气。或者加热锅炉给水时,只要锅炉正常运行,余热回收就不会停止,余热利用就连续进行,锅炉回收装置都可稳定地工作;当锅炉停止运行时,余热的回收与利用也随之停止了。这种方法被许多电站和企业都重用了。山西节能余热回收
余热回收,顾名思义,是指对工业生产过程中产生的、原本未被有效利用的显热和潜热进行回收再利用的技术。这些余热资源存在于钢铁、化工、电力、纺织印染等多个行业,包括高温废气余热、冷却介质余热、废汽废水余热、高温产品和炉渣余热等多种形式。 余热回收技术的主要在于通过合理的技术手段,将排放介质中的热量回收并转化为可用的热能。为了实现这一目标,通常采用换热器作为热量交换的关键设备。换热器能够根据余热的特点(如温度、压力、腐蚀性等),实现冷热物质(包括固、液、气)之间的热量交换,从而实现热量的有效回收。 余热回收技术能将生产过程中产生的大量废热转化为蒸汽或电力。江苏节能余热回收余热回收应用领域广,...
- 吉林余热回收报价 2026-05-01
- 便宜余热回收利用 2026-05-01
- 天津余热回收的原理和利用 2026-05-01
- 河北节能余热回收 2026-05-01
- **余热回收装置 2026-05-01
- 北京余热回收服务放心可靠 2026-05-01
- 口碑好余热回收要求 2026-05-01
- 口碑好余热回收系统 2026-05-01
- 余热回收市场价格 2026-04-30
- 内蒙古余热回收原理 2026-04-30

- 正规余热回收利用技术 2026-04-30
- 安徽余热回收装置原理图 2026-04-30
- 吉林余热回收生产厂商 2026-04-30
- 江苏余热回收 2026-04-30
- 吉林余热回收按需定制 2026-04-29
- 性能优良余热回收设备 2026-04-29

- **余热回收装置 05-01
- 北京余热回收服务放心可靠 05-01
- 口碑好余热回收要求 05-01
- 口碑好余热回收系统 05-01
- 余热回收市场价格 04-30
- 内蒙古余热回收原理 04-30
- 内蒙古余热回收要多少钱 04-30
- 江苏余热回收服务放心可靠 04-30
- 直销余热回收联系方式 04-30
- 性能优良余热回收系统 04-30