- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
全自动裱纸机保持高精度的方法:模切版安装好后CTF,取一张上述准备好的纸板(以下称“调压纸板”),使调压纸板的右纸边与叼口边和下平台的右边缘齐平,然后用胶带纸把调压纸板粘贴在下平台上,根据经验调整压力,点动机器发展史,在调压纸板上压出刀痕。这时对模切压力的精度要求不高,只要控制到不把调压纸板切断,同时又能看到刀痕就行,随后可以根据刀痕对模切压力进行局部的调节。将调压纸板从下平台上取出,同时把版框从机器中抽出色彩,然后把调压纸板用胶带纸粘贴在上框钢板上。由于调压纸板在压痕时是与下平台的右边缘和前边缘齐平放置的,所以它的右边缘和前边缘相对于上框钢板的右边缘、前边缘位置是固定的,这个位置我们应该提前用笔画在上框钢板上供长期使用,可以很方便地将调压纸板对准画在钢板上的记号位置,然后用胶带纸将其固定住。全自动裱纸机特点:全自动胶水补充系统。苏州高速全自动裱纸机哪家便宜

全自动裱纸机安全操作规程: 1、开机前,按照润滑图的要,给需要润滑的部位加入适量的润滑剂。2、认真检查各紧固件,如螺钉,把手等零件是否有松动或脱落现象。3、各辊筒,皮带之间是否有尖硬等杂物。4、开机试转几分钟,检查机器各运动部分是否有异声等现象,检查各急停,控制按钮是否灵敏有效。5、各操作手柄,开关按钮,调节装置,安全装置是否处于正常停机位置。6、 机器运转过程中,定时检查各马达,减速器,鼓风机,控制电箱的运作是否正常,如发现有噪声,漏电等异常现象立即停机检修,待故障排除后方可开机工作。玉田全自动裱纸机价格全自动裱纸机安全操作规程:各操作手柄,开关按钮,调节装置。

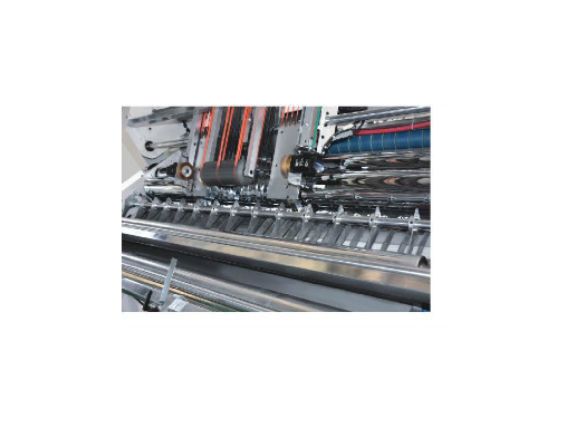
全自动裱纸机的配置及日常维护常识:自动坑给纸机全自动裱纸机采用底出式吸风走纸方式,进口强力吸风皮带及大流量高压鼓风机,确保五层瓦楞纸触纠弯曲现象,每条皮带下面吸风,以采用调节式吸风,各条吸风皮带设有单独可调节风量机构;—配进口电磁离合器和电磁刹车,并设置在吸风皮带的同一轴上,在高速咿D输出纸张时顺利而准确;—完美的设计让A.B.C.E.F楞,原纸板、三层、五层瓦楞纸也能顺利输出;—坑纸与面纸采用同步光电控制技术,避免坑纸或面纸不到位而给纸的问题。
润滑说明:1、25至60机型均用半流体润滑脂润滑,出厂时减速器已注入油脂。80至250机型均用油润滑(80至120机型,当输入转速小于或等于2000转/分时也可用油脂润滑,但订货时需特别说明)。2、凡用油润滑的减速器,出厂时均未注油,减速器外壳上方有加油和透气孔,将加油塞拧开便可注油,加油至油标中心线位置,油质必须清洁、无杂质。3、如立式使用,订货时需特殊说明。4、换油时间:靠前运转100小时换油一次,以后每工作1000小时或半年换油一次。使用中应经常检查油面是否保持在油标中心线位置,油量不宜过多或过少否则会导致减速器过热或齿轮早期磨损。全自动裱纸机简易调试方法:有紧度在紧上三圈,观察瓦楞纸是否打滑。
全自动裱纸机纸板卷翘的解决方法:在纸箱贴面工艺中,造成纸板卷翘缺陷的原因除了少数情况是由于面纸和瓦楞纸板本身的卷翘直接导致的外,绝大多数则是纸板吸收胶水里面的水份后造成了面纸和瓦楞纸板尺寸的变化,尺寸变化的不一致就导致了裱贴后出现卷翘的缺陷。吸收的水分越多,其伸长的幅度越大。如果面纸伸缩的比率大于瓦楞纸板的伸缩比率,则裱贴后的纸板向上卷翘,反之则为下弯。如果将纸板将吸收的水分全部析出,还复到原来的水份含量后,面纸会比原来的尺寸略小,但瓦楞纸板比原来的尺寸稍大,面纸的收缩率要明显高于瓦楞纸板的收缩率,就容易出现上弯的情况。并且通过观察还能发现,纸板横纹方向的伸缩比率是竖纹方向的10倍以上。GTM智能型高速裱纸机:补偿上下纸张对位,精确顺畅。惠州纸箱全自动裱纸机生产厂家
全自动裱纸机特点:真空吸盘式飞达送纸系统。苏州高速全自动裱纸机哪家便宜
全自动裱纸机保持高精度的方法:整体压力调节:通过调节调压机构来控制,新购进的压力比较均匀,一般是将整体压力调节到使70%-80%的切线能被切断为止。由于模切版不管规格大小,总是在版框中靠前居中安装的,靠前面、中间的部位受压力的机会更多电子监管码,所以长期使用后的模切设备,其压力分布往往很不均匀,无法像新机器那样调节整体压力并达到70%以上的切线被切断,有的机器只能调到小部分切线被切断,余下的大部分要靠局部调节来弥补。苏州高速全自动裱纸机哪家便宜
- 武汉全自动裱纸机报价 2026-05-15
- 武汉高速全自动裱纸机哪家好 2026-05-15
- 南京高速全自动裱纸机售价 2026-05-15
- 苏州双用全自动裱纸机厂家 2026-05-15
- 温州卡纸全自动裱纸机厂家 2026-05-15
- 无锡双用全自动裱纸机报价 2026-05-15
- 广东两用全自动裱纸机哪家便宜 2026-05-15
- 无锡大型全自动裱纸机报价 2026-05-14
- 武汉纸箱全自动裱纸机供应商 2026-05-14
- 苏州全自动裱纸机厂家 2026-05-14
- 浙江小型全自动裱纸机售价 2026-05-14
- 青岛自动全自动裱纸机生产厂家 2026-05-14



