- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
改进全自动裱纸机的结构设计:1.通过对裱纸机工作原理的研究,得到了裱纸机输送部分和压合单元之间的速度关系,为大幅面裱纸机的控制系统设计提供了理论依据。2.通过对裱纸机结构分析,对传动轴、墙板等主件进行了适应大幅面的设计,并绘制三维图,完成虚拟样机的设计。3.通过对虚拟样机面纸输送机构动力学分析,得出冲击比较小的曲线控制方案,使输送精度可达到±0.2mm。4.通过对虚拟样机面纸输送部分链条模态分析,求出了其一阶固有频率,与链轮轴的模态对比,此链条的固有频率与链轮轴的固有频率没有交集,不会产生共振。GTM智能型高速裱纸机:应用人机界面,更能自动侦测作业状况。北京智能全自动裱纸机价格
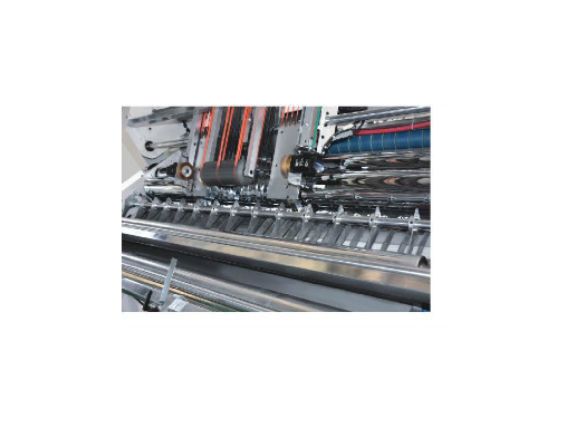
自动裱纸机的使用方法有哪些:自动裱纸机在压合部位装有液压感应系统,自动晋升滚筒高度以调节不同纸段的压力,这种人道化的设计既可减轻操纵者负担,又可保护纸箱强度。粘合表现抗压、平压、耐破强度和粘合是瓦楞纸箱的重要物理指标,强度与纸、纸板的加工工艺相关,而粘合与复合胶水密不可分。贴面粘合直接影响纸箱的下道工序和客户上线包装,涂胶成为裱纸复合工艺的重要环节,假如着胶不均,粘合不好,纸板面上会起泡、纸板背面粘胶水,瓦楞上能看到胶粉。裱纸机的机加工精度决定涂胶平均性。胶辊的外圆和内圆精度要求辊子经由外车、内车后圆度精确一致,不会泛起2年运转后轮子偏心而甩胶,贴面机精度至少5年保持不变。东莞小型全自动裱纸机厂家GTM智能型高速裱纸机:利用多组电眼和底线前进相对位置。使面纸两侧伺服马达做自立传动。
全自动裱纸机日常维护须知:1:全自动裱纸机开机前,首先检查胶辊的平行度,不能够卡住,胶辊要求精度高,万一卡住或者卡死会把辊面拉毛,导致上胶不均匀,同时裱纸机开机前建议先用调开辊筒,然后打胶水。2:全自动裱纸机橡胶辊注意保养,严禁单面瓦楞机纸板双张弯张进入设备,长期双张弯张现象会导致橡胶辊包面橡皮受损,严重的橡胶辊筒弯曲,不严重的话橡胶辊要重新到磨床上把外圆修正。3:比较重要的是全自动裱纸机在生产过程中如果有异响的话,随时关停裱纸机并检查噪音发出的原因,及时通报厂家并检修。
全自动裱纸机与半自动裱纸机调试方法:1、裱纸机卸车与安装:裱纸机运输到纸箱厂后,设备厂家的技术员也会随之到位,提前准备好叉车、电路、气动装置、胶水、纸板等,裱纸机是被缠绕膜保护,打开后检查设备是否碰撞,技术员检查相应工具是否齐全,设备的放置地点清理干净,将裱纸机放好后测试水平,使设备处于水平位置。2、裱纸机电气控制调试:裱纸机电路检查开机,首先把设备的总电源和控制电源启动,开动马达控制,将主机变频器正常通电,然后设备开机,通过主电机测试调速状态是否正常,测试过程中可将速度调至所需状态,再调试底纸控制与前规的匹配运行,当这些电器控制正常时,将自动上胶系统设置自动状态,比较后将压合功能调速正常。全自动裱纸机安全操作规程:安全装置是否处于正常停机位置。

全自动裱纸机的制作方法:如果面纸的含水率不合适或堆放不整齐,也很容易使叼口纸边出现卷曲。这时送纸链条上的前规工作面与叼口纸边不是处于直线接触推送状态,在这种情况下裱贴出来的纸板也会使面纸明显凸出瓦楞纸板,模切时将会因凸出的面纸容易弯曲而造成前规定位不准,模切出来的半成品也就会产生误差。这就要求我们要控制好面纸的含水率,防止水分偏高使其挺度下降。因此,在操作使用上存在一定的弊端,需要设计一种新型全自动化裱纸机。全自动裱纸机简易调试方法:调整推送压力,要相对其它压力松。东莞小型全自动裱纸机厂家
全自动裱纸机安全操作规程:将周围杂物清理干净以及将工具摆放整齐。北京智能全自动裱纸机价格
裱纸机使用时的注意事项:1、在日常生产中,因面纸印刷时各组叼牙交接不准,使面纸叼口部位出现撕裂现象。用裱纸机裱贴时,送纸过程中就很容易将面纸撞成弯曲或折叠状态,裱贴后将造成面纸与瓦楞纸板对不齐的现象。发生这样情况时,我们要调整好叼牙的交接时间,防止撕裂面纸的叼口纸边。2、如果面纸的含水率不合适或堆放不整齐,也很容易使叼口纸边出现卷曲。这时送纸链条上的前规工作面与叼口纸边不是处于直线接触推送状态,在这种情况下裱贴出 来的纸板也会使面纸明显凸出瓦楞纸板,模切时将会因凸出的面纸容易弯曲而造成前规定位不准,模切出来的半成品也就会产生误差。这就要求我们要控制好面纸的 含水率,防止水分偏高使其挺度下降。3、对于经过印刷、上光、压光或覆膜后的半成品面纸,我们必须堆放整齐,防止变形、卷曲不良情况的产生。这样就能避免面纸与瓦楞纸裱贴时出现不准确的现象。北京智能全自动裱纸机价格
- 武汉全自动裱纸机报价 2026-05-15
- 武汉高速全自动裱纸机哪家好 2026-05-15
- 南京高速全自动裱纸机售价 2026-05-15
- 苏州双用全自动裱纸机厂家 2026-05-15
- 温州卡纸全自动裱纸机厂家 2026-05-15
- 无锡双用全自动裱纸机报价 2026-05-15
- 广东两用全自动裱纸机哪家便宜 2026-05-15
- 无锡大型全自动裱纸机报价 2026-05-14
- 武汉纸箱全自动裱纸机供应商 2026-05-14
- 苏州全自动裱纸机厂家 2026-05-14
- 浙江小型全自动裱纸机售价 2026-05-14
- 青岛自动全自动裱纸机生产厂家 2026-05-14


