- 品牌
- 上海赋贝
- 型号
- 齐全
PVC-U排水管件的生产比较早是从二十世纪八十年代末期开始的。那时的注塑机主要是以配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130后再转入低混,低混温度降至60 以下放出。靠人工一袋袋投入到注塑机料斗中,早期生产工艺相对简陋;其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。上海赋贝机电专业专注汽车管路件自动化生产线,工业机器人集成。南通全自动化生产线直销
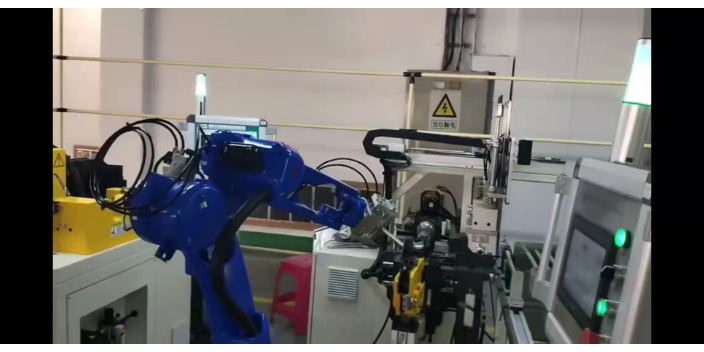
自动化生产线
它的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。泰州管路成型自动化生产线生产厂家自动化生产线的重要用途是什么?

管件生产实现自动化必须要从以下几个方面考虑:(1)原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到比较高量的时候或者用量达到比较低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。(2)注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。
自动化生产管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大师的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即便是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。(4)产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装自动化生产线有必要做吗?

自动化生产线的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。自动化生产线价格贵吗?盐城管材加工自动化生产线直销
管类自动化生产线选择上海赋贝机电设备有限公司!南通全自动化生产线直销
现已与ABB工业机器人合作,为客户提供机器人单机销售、集成服务、机器人安全生产线等服务。汽车管路件生产线主要运用桁架机械手或机器人,对管件进行多重管端加工组合、弯管加工组合‘冲孔加工组合、铆压加工组合,以实现汽车空调系统管路件、发动机油路及冷却系统管路件、排气系统管路件等车用管路件的加工,包括镦头、扩缩口、装压板、挤鼓、旋沟、胶管扣压、弯管、测量、喷码、打包等一系列过程。汽车管路件生产线主要包括:管端弯管自动线、镦旋弯自动生产线、机器人镦旋弯自动生产线双机器人自动线、桁架机械手自动线、机器人自动弯管单元、全自动小R生产线。南通全自动化生产线直销
上海赋贝机电设备有限公司位于石湖荡工业区唐明路299号A幢,交通便利,环境优美,是一家生产型企业。是一家私营独资企业企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的CNC弯管机,线材折弯机,管端成型机,旋槽机。上海赋贝机电设备自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
- 常州全自动化生产线设计 2025-01-06
- 徐州刹车油管自动化生产线改造 2025-01-06
- 泰州汽车刹车管自动化生产线多少钱一台 2025-01-06
- 上海全自动化生产线解决方案 2025-01-05
- 徐州管材自动化生产线保养维修价格 2025-01-05
- 连云港刹车油管自动化生产线直销 2025-01-05
- 南京管材成型自动化生产线回收 2025-01-05
- 镇江全自动化生产线供应商家 2025-01-04
- 常州管路成型自动化生产线哪家好 2025-01-04
- 盐城汽车刹车管自动化生产线安装销售 2025-01-04
- 上海管材成型自动化生产线哪家好 2025-01-04
- 镇江汽车空调水管自动化生产线保养维修价格 2025-01-04