- 产地
- 中国
- 品牌
- 志承
- 型号
- 定制
- 是否定制
- 是
采用蒸汽发生器,即余热锅炉回收余热是提高能源利用率的重要手段,冶金行业近80%的气体余热是通过余热锅炉回收,节能效果明显。余热锅炉中不发生燃烧过程,从本质上讲只是一个气-水/蒸汽的换热器,可利用高温气体余热、化学反应余热、可燃气体余热以及高温产品余热等,生产高压、中压或低压蒸汽或热水,用于工艺流程或进入管网供热。同时,余热锅炉是低温汽轮机发电系统中的重要设备,为汽轮机等动力机械提供做功蒸汽工质。实际应用中,利用350~1000℃高温气的余热锅炉居多,和燃煤锅炉的运行温度相比,属于低温炉,效率较低。
上海志承与您分享余热回收发挥的重要作用。北京直销余热回收

余热回收常见故障处理:余热回收设备中的废烟气中往往含有二氧化硫等成分,遇到蒸汽或水分会形成亚硫酸物质对管板和焊缝产生腐蚀,造成管板或焊缝处的渗漏现象,严重影响企业的连续化生产要求。因此,传统的氩弧焊等方法维修周期长,费用高,而且维修后使用年限往往较短,修复效果难以达到理想效果。可以采用高分子复合材料现场进行余热回收器的管板防腐保护,应用较好的有阿姆可(科贝3015-AL)耐高温高分子复合材料含有无机陶瓷的水基涂层。上海直销余热回收余热回收,志承为您提供专业咨询服务!

因此螺杆膨胀动力机单机功率受限,多数在1000kW以下,主要用于余热规模较小的场合。制冷制热技术余热制冷技术与传统压缩式制冷机组相比,吸收式或吸附式制冷系统可利用廉价能源和低品位热能而避免电耗,解决电力供应不足;采用天然制冷剂,不含对臭氧层有破坏的CFC类物质,具有明显的节电能力和环保效益,在20世纪末得到了广的推广应用。吸收式和吸附式制冷技术的热力循环特性十分相近,均遵循“发生(解析)-冷凝-蒸发-吸收(吸附)”的循环过程。
工业用的换热器按照换热原理基本分为间壁式换热器、混合式换热器和蓄热式换热器。其中间壁式和蓄热式是工业余热回收的常用设备,混合式换热器是依靠冷热流体直接接触或混合来实现传递热量,如工业生产中的冷却塔、洗涤塔、气压冷凝器等,在余热回收中并不常见。间壁式换热器主要有管式、板式及同流换热器等几类,管式换热器虽然在热效率较低,平均在26% ~ 30% ,紧凑性和金属耗材等方面也逊色于其它类型换热器,但它具有结构坚固、适用弹性大和材料范围广的特点,是工业余热回收中应用很广的热交换设备。冶金企业 40% 的换热器设备为管式换热器,允许入口气体温度达 1 000℃ 以上,出口气温约 600℃,平均温差约 300℃。余热回收,专业的厂家,专业的服务!

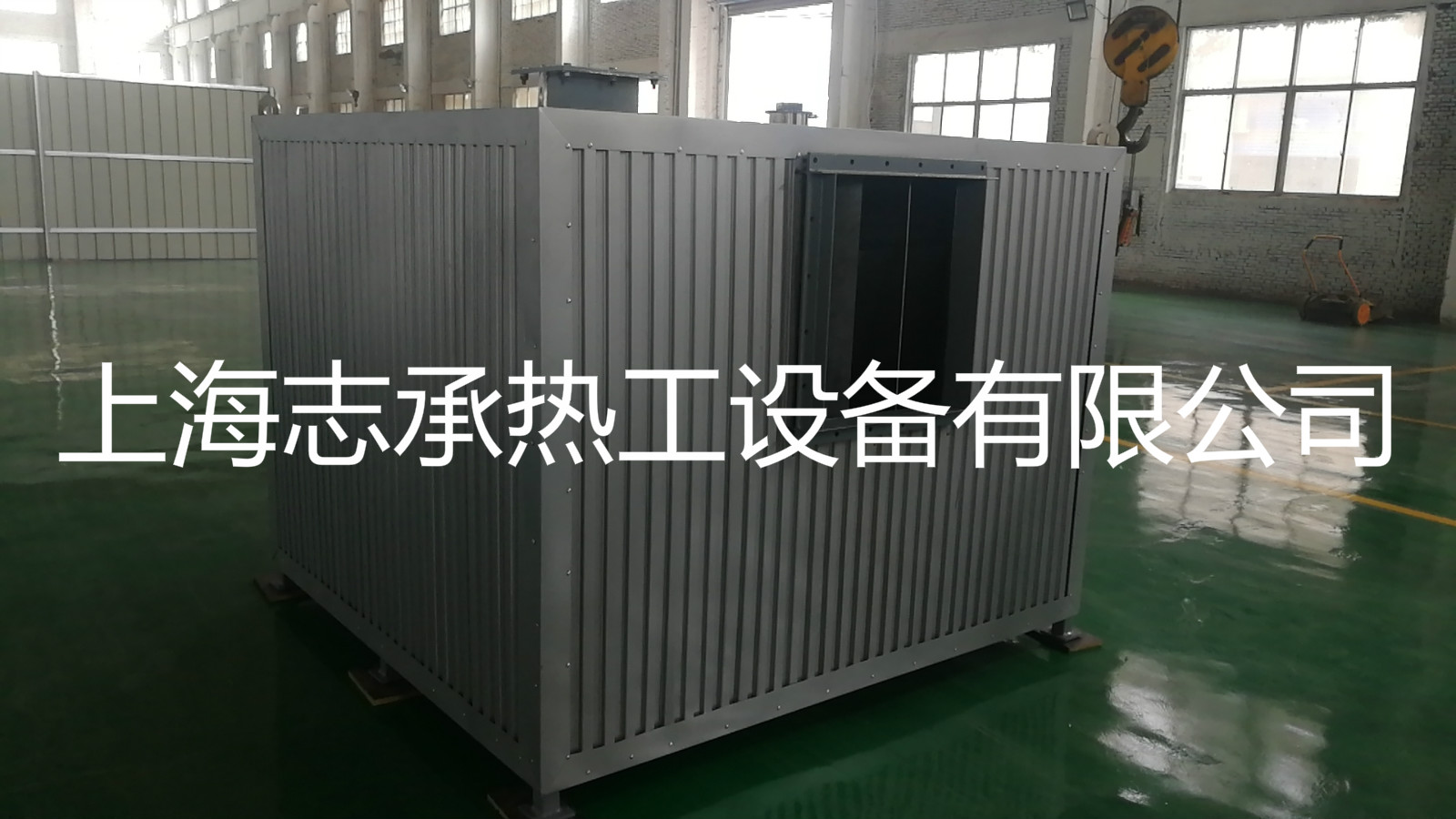
余热是指受历史、技术、理念等因素的局限性 余热回收产品结构组成由 热管+箱体组成 1.1热管 热管材料分为铁翅片热管与铜翅片热管两种 箱体 1.2.1废气余热回收设备的外箱体由钣金件拼装而成,其结构便于维修与清理;箱体体积小,便于安装。 1.2.2箱体组装过程: 折叠分类 2.1按使用情况分类可分为:常用型,测试型 测试型与常用型的不同点在于,测试型在功能上多了便于测试这一项。 2.2按内部排布热管分类:全翅片排列为A型,半翅片排列为B型,全翅片和半翅片各半且交叉排列为C型江苏余热回收哪家好?欢迎致电志承热工!辽宁余热回收要求
上海志承告诉您。上海余热回收系统的安装步骤。北京直销余热回收
化肥生产余热回收
化肥企业“半水煤气”温度在350℃左右,余热回收时使用普通废热锅炉存在严重的堵、腐、漏、磨问题,设备寿命短,长的一年,短的几个月,严重时甚至造成系统停车损失。热管余热锅炉的应用,成功地解决了上述问题,用户普遍反映阻力小、热效率高、使用寿命长,运行稳定可靠,使化肥企业“两煤变一煤”成为现实。
化工生产余热回收
无机化工生产中,利用煤气做干燥、锻烧热源生产工艺较多,如磷酸盐中五钠聚合工段、冰晶石煅烧、白炭黑干燥等,在这些工艺中,都要求气源尽可能干净。煤制气传统工艺是:煤、水、空气反应生成煤气,经双束管洗涤、降温,再经洗涤塔洗涤,然后除焦脱硫后,才可使用。
北京直销余热回收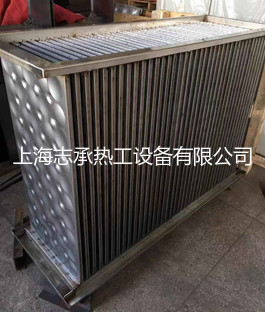
余热回收,顾名思义,是指对工业生产过程中产生的、原本未被有效利用的显热和潜热进行回收再利用的技术。这些余热资源存在于钢铁、化工、电力、纺织印染等多个行业,包括高温废气余热、冷却介质余热、废汽废水余热、高温产品和炉渣余热等多种形式。 余热回收技术的主要在于通过合理的技术手段,将排放介质中的热量回收并转化为可用的热能。为了实现这一目标,通常采用换热器作为热量交换的关键设备。换热器能够根据余热的特点(如温度、压力、腐蚀性等),实现冷热物质(包括固、液、气)之间的热量交换,从而实现热量的有效回收。 余热回收技术能将生产过程中产生的大量废热转化为蒸汽或电力。江苏节能余热回收余热回收应用领域广,...
- 吉林余热回收报价 2026-05-01
- 便宜余热回收利用 2026-05-01
- 天津余热回收的原理和利用 2026-05-01
- 河北节能余热回收 2026-05-01
- **余热回收装置 2026-05-01
- 北京余热回收服务放心可靠 2026-05-01
- 口碑好余热回收要求 2026-05-01
- 口碑好余热回收系统 2026-05-01
- 余热回收市场价格 2026-04-30
- 内蒙古余热回收原理 2026-04-30

- 正规余热回收利用技术 2026-04-30
- 安徽余热回收装置原理图 2026-04-30
- 吉林余热回收生产厂商 2026-04-30
- 江苏余热回收 2026-04-30
- 吉林余热回收按需定制 2026-04-29
- 性能优良余热回收设备 2026-04-29


- **余热回收装置 05-01
- 北京余热回收服务放心可靠 05-01
- 口碑好余热回收要求 05-01
- 口碑好余热回收系统 05-01
- 余热回收市场价格 04-30
- 内蒙古余热回收原理 04-30
- 内蒙古余热回收要多少钱 04-30
- 江苏余热回收服务放心可靠 04-30
- 直销余热回收联系方式 04-30
- 性能优良余热回收系统 04-30