- 产地
- 中国
- 品牌
- 志承
- 型号
- 定制
- 是否定制
- 是
间壁式换热器是化工,石油,动力,食品及其它许多工业部门的通用设备,在生产中占有重要地位.在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用更加广。换热器种类很多,但根据冷、热流体热量交换的原理和方式基本上可分三大类即:间壁式、混合式和蓄热式。在三类换热器中,间壁式换热器应用**多。常见间壁式换热器如:冷却塔(或称冷水塔) 、气体洗涤塔(或称洗涤塔) 、喷射式热交换器 、混合式冷凝器 。 蓄热式换热器用于进行蓄热式换热的设备,一般用于对介质混合要求比较低的场合。换热器内装固体填充物,用以贮蓄热量。一般用耐火砖等砌成火格子(有时用金属波形带等)。 余热回收工程预算表。**余热回收的用途和特点

由于板式换热器使用温度、压力比管式换热器的限制大,应用范围受到限制。对于各种工业炉窑的高温气体,还常采用块孔式换热器、空气冷却器和同流热交换器等。其中同流换热器属于气 - 气热交换器,主要有辐射式和对流式两类,应用较为广,多用在均热炉、加热炉等设备上回收气体余热,预热助燃空气或燃料,降低排气量和气体排放温度。常见的辐射同流换热器入口气体温度可达1100℃ 以上,出口气体温度亦高达 600℃ ,可将助燃空气加热到 400℃,助燃效果好; 温度效率可达 40%以上,但热回收率较低,平均在 26% ~ 35%。正规余热回收装置原理图余热回收施工方案设计。
工业用的换热器按照换热原理基本分为间壁式换热器、混合式换热器和蓄热式换热器。其中间壁式和蓄热式是工业余热回收的常用设备,混合式换热器是依靠冷热流体直接接触或混合来实现传递热量,如工业生产中的冷却塔、洗涤塔、气压冷凝器等,在余热回收中并不常见。间壁式换热器主要有管式、板式及同流换热器等几类,管式换热器虽然在热效率较低,平均在26% ~ 30% ,紧凑性和金属耗材等方面也逊色于其它类型换热器,但它具有结构坚固、适用弹性大和材料范围广的特点,是工业余热回收中应用**广的热交换设备。冶金企业 40% 的换热器设备为管式换热器,允许入口气体温度达 1 000℃ 以上,出口气温约 600℃,平均温差约 300℃。
利用定排、连排水产生的二次蒸汽加热除盐水 在热力发电厂或生产蒸汽的工业锅炉房热力系统中,连续排污扩容器和定期排污扩容器是必不可少的热力设备。连续排污的作用是排除锅水中的盐分杂质,控制锅水的含盐浓度;而定期排污的作用主要是排除锅水中的松散沉淀物。排污水量因锅炉的吨位而异,一般连续排污水量不超过锅炉蒸发量的5%,定期排污水量不超过锅炉蒸发量的2%。这些排污水中含有大量的热量,但是因为排污水中的含盐浓度过高,无法再利用,只能排放掉。余热回收哪个性价比高?上海志承告诉您。

生产生活的需求,设备型式多样,如有空气预热器,窑炉蓄热室,余热锅炉,低温汽轮机等。常见的工业余热回收利用方式,有多种分类方式,根据余热资源在利用过程中能量的传递或转换特点,可以将国内目前的工业余热利用技术分为热交换技术、热功转换技术、余热制冷制热技术。 热交换技术 余热回收应优先用于本系统设备或本工艺流程,降低一次能源消耗,尽量减少能量转换次数,因此工业中常常通过空气预热器、回热器、加热器等各种换热器回收余热加热助燃空气、燃料( 气) 、物料或工件等,提高炉窑性能和热效率,降低燃料消耗,减少气体排放; 或将高温气体通过余热锅炉或汽化冷却器生成蒸汽热水,用于工艺流程上海余热回收厂家直销。河北余热回收装置
余热回收安全技术交流。**余热回收的用途和特点
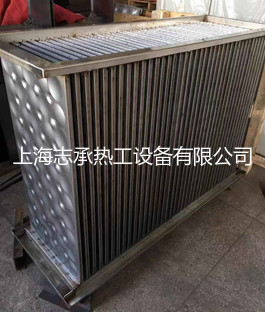
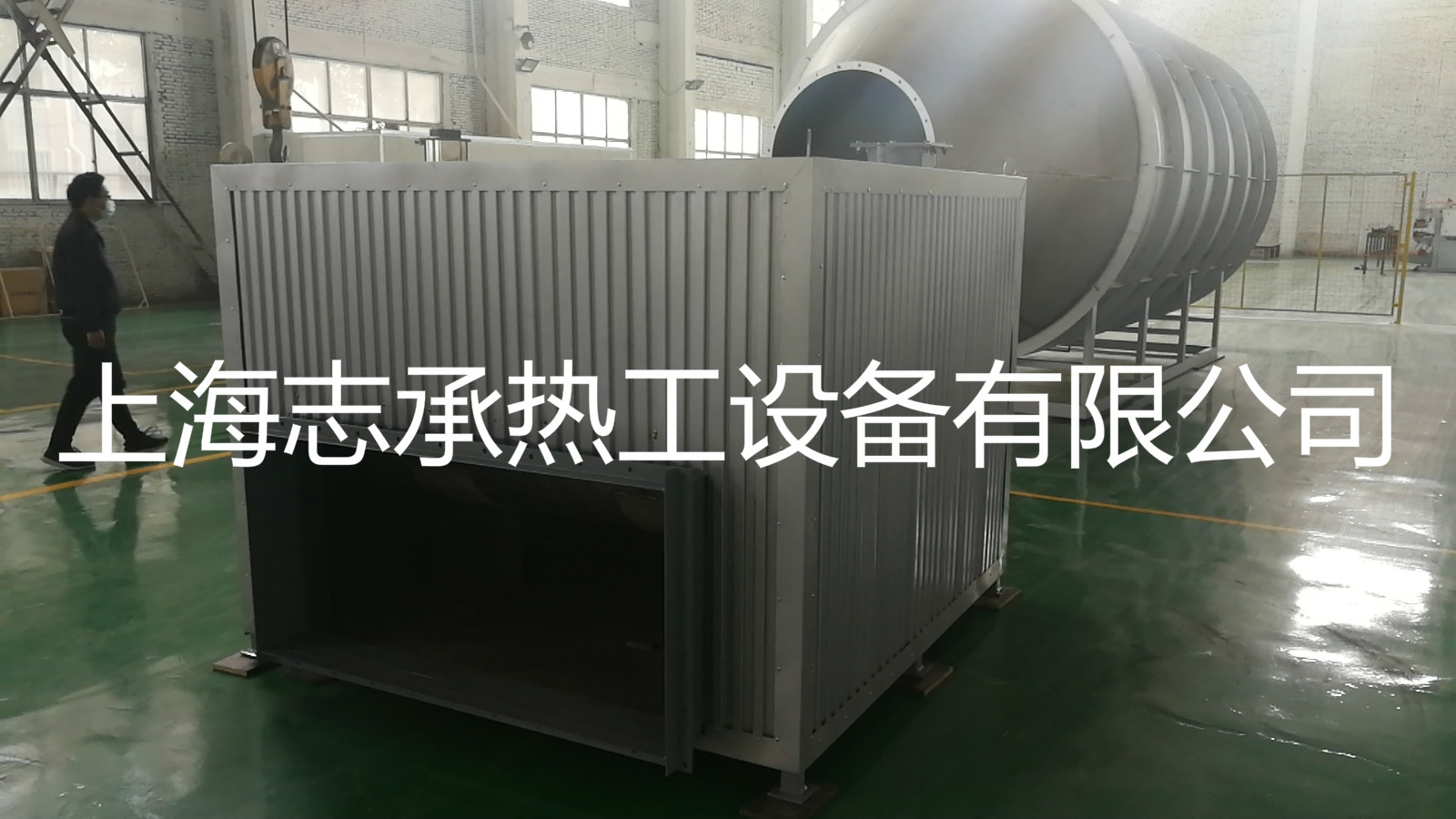
余热是指受历史、技术、理念等因素的局限性 余热回收产品结构组成由 热管+箱体组成 1.1热管 热管材料分为铁翅片热管与铜翅片热管两种 箱体 1.2.1废气余热回收设备的外箱体由钣金件拼装而成,其结构便于维修与清理;箱体体积小,便于安装。 1.2.2箱体组装过程: 折叠分类 2.1按使用情况分类可分为:常用型,测试型 测试型与常用型的不同点在于,测试型在功能上多了便于测试这一项。 2.2按内部排布热管分类:全翅片排列为A型,半翅片排列为B型,全翅片和半翅片各半且交叉排列为C型 **余热回收的用途和特点
上海志承热工设备有限公司致力于机械及行业设备,是一家贸易型公司。公司业务分为燃烧器,热风炉,煤改气,电改气等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。上海志承热工立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。

余热回收的应用领域重工业领域:钢铁厂的高炉煤气余热回收、玻璃熔窑废气余热利用等化工行业:反应热回收、蒸馏过程余热利用发电行业:燃气轮机排气余热回收、电厂循环冷却水余热利用建筑领域:数据中心余热用于区域供热、商场空调系统余热回收交通运输:汽车发动机余热利用、船舶柴油机余热回收余热回收的经济与环境效益实施余热回收项目可带来明显的双重效益:经济效益:通常投资回收期在2-5年,长期可降低20%-30%的能源成本环境效益:减少化石燃料消耗,降低CO2、SO2等污染物排放,助力碳中和目标实现以某钢铁企业为例,通过安装余热锅炉回收高炉煤气余热,年节约标准煤约5万吨,减少CO2排放13万吨,年经济效益达300...
- 耐用性高余热回收作用 2026-04-26
- 山东余热回收利用技术 2026-04-26
- 质量余热回收 2026-04-26
- 天津余热回收服务放心可靠 2026-04-26
- 余热回收供货厂 2026-04-25
- 余热回收要多少钱 2026-04-25
- 口碑好余热回收装置原理图 2026-04-25
- 性能优良余热回收按需定制 2026-04-25
- 上海余热回收的用途和特点 2026-04-25
- 江西余热回收案例 2026-04-25

- 上海节能余热回收 2026-04-24
- 北京余热回收的用途和特点 2026-04-24
- 北京余热回收生产厂家怎么选择 2026-04-24
- 北京余热回收质量放心可靠 2026-04-24
- 便宜余热回收生产厂商 2026-04-24
- 耐用性高余热回收应用 2026-04-24




- 余热回收供货厂 04-25
- 余热回收要多少钱 04-25
- 口碑好余热回收装置原理图 04-25
- 性能优良余热回收按需定制 04-25
- 上海余热回收的用途和特点 04-25
- 江西余热回收案例 04-25
- 上海余热回收供货厂 04-25
- 余热回收利用 04-25
- 北京**余热回收 04-25
- 内蒙古余热回收质量放心可靠 04-25