在实际应用中,线性滑轨的选型至关重要。首先要考虑负载大小和方向,不同类型的线性滑轨承载能力不同,需根据实际负载情况选择,若负载过大,可能导致滑轨变形甚至损坏;若负载过小,则会造成资源浪费。其次,运行速度和加速度也是关键因素,高速运行的设备对滑轨的耐磨性、散热性要求更高,需选择能适应相应速度和加速度的产品。此外,安装空间的限制也不能忽视,要根据设备的结构尺寸选择合适长度、宽度的导轨和滑块,确保安装顺利。环境因素同样不可小觑,在潮湿、多尘、腐蚀性强的环境中,需选择具有相应防护性能的线性滑轨,如采用防锈材料、加装防尘罩等,以延长其使用寿命。食品加工领域对卫生要求高,选择直线滑轨时要选符合卫生标准的无油润滑类型。长沙进口直线滑轨以客为尊

直线滑轨的发展轨迹与工业技术的革新紧密相连。早期的直线运动主要依赖简单的滑动导轨,其通过金属表面直接接触实现运动,但这种方式存在摩擦力大、磨损严重、精度难以保证等问题,极大限制了设备的性能提升。随着工业**的推进,滚动轴承技术的成熟为直线滑轨的发展带来转机。20 世纪中叶,滚动式直线滑轨应运而生,通过在导轨与滑块之间引入滚珠或滚柱,将滑动摩擦转化为滚动摩擦,***降低了运动阻力,提高了运动精度和使用寿命,标志着直线滑轨进入了一个新的发展阶段。 上海梯形丝杆直线滑轨工厂直销直线滑轨安装方式灵活,有上锁式、下锁式等,可根据设备结构选择安装方案。

电子制造行业对设备的精度和稳定性要求极高,直线滑轨在该行业中发挥着重要作用。在半导体制造领域,光刻机、蚀刻机等设备需要实现纳米级的加工精度,高精度直线滑轨能够确保光刻掩膜版和晶圆的精确定位,为芯片制造提供可靠保障。在 SMT 贴片生产线中,贴片机通过直线滑轨实现吸嘴的高速、精细移动,将电子元件快速、准确地贴装到电路板上,提高了生产效率和产品质量。此外,直线滑轨还广泛应用于电子组装设备、检测设备等,为电子制造行业的自动化和智能化发展提供了有力支持。
944 年,美国工程师***研发出滚珠导套,在圆柱形轴与圆管形螺母间装入滚珠,实现了**早的无限直线运动。这一发明打破了传统滑动导轨的局限,但存在明显缺陷:滚珠与轴为点接触,负荷容量*为现代滑轨的 1/13;且螺母易受力矩影响发生旋转,必须使用两根以上导轨,限制了设备的紧凑设计。1950 年代,滚珠花键应运而生,通过在轴和螺母上加工圆弧状轨道面,将点接触改为线接触,负荷容量***提升,同时实现了单轴导向与扭矩传递。但早期产品存在晃动问题,且轴两端固定的安装方式导致挠曲变形,无法发挥其负荷潜力,应用局限于小型精密设备。单轴即可实现直线导向,无需额外部件限制旋转,简化设备设计。
直线滑轨的**工作原理基于滚动摩擦机制。以滚珠直线滑轨为例,其主要由导轨、滑块、滚珠、保持架和端盖等部件构成。导轨表面加工有高精度的滚道,滑块内部则设计有与之匹配的沟槽,滚珠在滚道和沟槽之间循环滚动,形成滚动摩擦副。当滑块在导轨上运动时,滚珠在保持架的引导下,沿着导轨和滑块的滚道持续滚动,实现滑块的直线运动。这种滚动摩擦方式相较于传统的滑动摩擦,具有***优势。滚动摩擦系数可降低至 0.002 - 0.005,*为滑动摩擦的几十分之一,**减少了运动阻力,提高了运动效率。同时,滚珠与滚道之间的点接触或线接触形式,能够有效分散负载,提升滑轨的承载能力和刚性。为实现滚珠的循环运动,直线滑轨通常采用内循环或外循环结构。内循环滑轨通过滑块内部的返向器引导滚珠循环,结构紧凑,运动平稳性好;外循环滑轨则借助外接导管实现滚珠循环,适用于大负载、长行程的工况。设备运行的稳定性离不开直线滑轨的支撑,滑轨能减少设备故障发生。无锡上银滑块直线滑轨诚信合作
模块化结构便于后期维护检修,降低设备运维成本与停机时间。长沙进口直线滑轨以客为尊
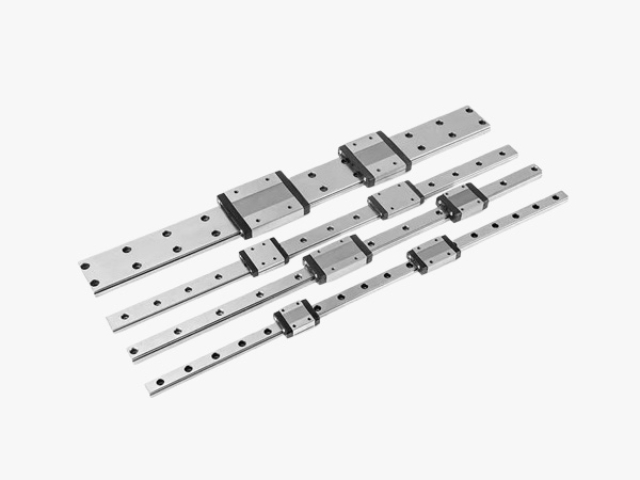
导轨是线性滑轨的基础支撑部件,多采用质量合金钢(如 SCM440)制造。为确保高精度与高刚性,制造过程需历经车削、磨削、研磨等多道精密加工工序。磨削、研磨工艺可使导轨表面平整度与光洁度极高,表面粗糙度达Ra0.1−0.4I^¼m,直线度误差每米控制在3−5I^¼m以内。导轨滚道形状常见哥特式弧与圆弧两种,不同形状对线性滑轨的负载能力、刚性及精度影响各异。滑块安装于导轨之上,内部设有容纳滚动体的滚道。其材质与导轨类似,注重轻量化与**度平衡,在保证刚性前提下减轻重量,提升运动响应速度。滑块结构形式多样,有单滑块、双滑块及多滑块组合等,且设有安装孔,便于与其他机械部件连接。 长沙进口直线滑轨以客为尊