- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
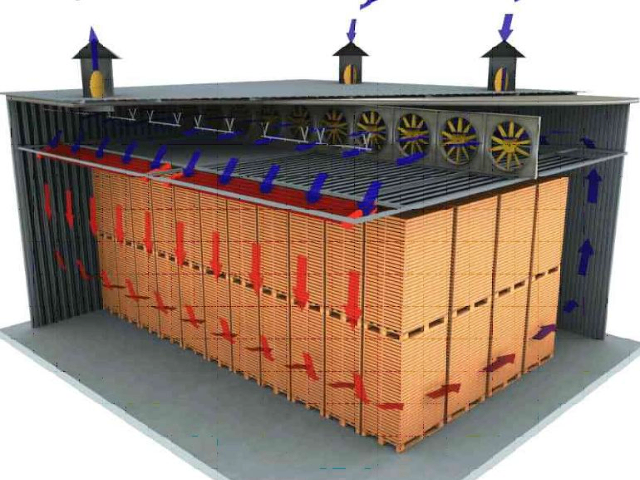
木材烘干过程通常分为3个阶段,各阶段的参数控制构成基准的**曲线:预热阶段:目的是使木材均匀受热,软化细胞壁,为水分蒸发做准备。控制:温度略高于环境温度(30-50℃),高湿度(85%-95%),时间根据厚度而定(薄材1-2小时,厚材4-6小时)。等速干燥阶段:木材表面水分蒸发速度与内部水分迁移速度基本平衡,是水分蒸发**快的阶段。控制:逐步提高温度(每2-4小时升温5-10℃),湿度适当降低(70%-80%),避免表面过度干燥。降速干燥阶段:木材内部水分迁移速度落后于表面蒸发速度,需严格控制湿度,防止表面硬化或开裂。控制:缓慢升温至最高温度(阔叶材通常≤70℃,针叶材可≤80℃),湿度降至50%-60%,并根据木材应力情况(如是否出现微裂)调整。木材烘干工艺需合理安排装材密度,避免木材堆叠过密导致通风不畅,影响烘干速度。木材干燥指导

木材烘干的方法有多种,以下是一些常见的木材烘干方法:自然干燥法原理:利用自然环境中的空气流动和阳光照射,使木材中的水分逐渐蒸发。操作方法:将木材堆放在通风良好、地势较高且干燥的场地,木材之间要留有足够的间隙,以利于空气流通。堆放时通常采用分层架空的方式,避免木材直接接触地面,防止受潮。优点:成本低,不需要额外的设备投资;干燥后的木材质量好,不易出现开裂、变形等缺陷,因为干燥过程缓慢,木材内部的应力能够逐渐释放。缺点:干燥周期长,受气候条件影响大,难以在短时间内满足大规模生产的需求;需要较大的场地来堆放木材。浙江实木木材烘干设备厂家木材烘干调试时,需先检测设备各项参数,再通过小批量试烘优化烘干曲线。

木材干燥质量的检测与控制是保障木材制品品质的关键环节,通过科学的检测方法和严格的质量控制措施,可及时发现干燥过程中的问题并进行调整。在木材干燥过程中,常用的检测指标包括木材的含水率、干燥均匀度、木材表面状态等。含水率检测通常采用取样称重法或含水率测定仪,定期从干燥窑内抽取木材样品,检测其含水率变化情况,判断干燥进度是否符合预期。干燥均匀度则需要对同一批次、不同位置的木材样品进行含水率检测,确保木材整体含水率差异控制在合理范围内,一般要求同一批次木材的含水率偏差不超过 2%。同时,还需定期检查木材表面是否出现开裂、变形、霉变等情况,若发现问题,需及时调整干燥窑内的温度、湿度、通风量等参数。例如,当发现木材表面出现轻微开裂时,可适当提**燥窑内的湿度,降低升温速度,缓解木材表面水分蒸发过快的情况,避免裂纹进一步扩大。通过严格的检测与控制,可确保木材干燥质量达到相关标准要求,为后续加工提供质量的木材原料。
电加热烘干窑温度控制精确:采用电加热元件,通过智能温控系统能精确控制烘干窑内的温度,温度控制精度可达到 ±1℃。清洁环保:以电为能源,运行过程中无废气、废水、废渣排放,对环境无污染,符合环保要求。操作简单:自动化程度高,只需设置好烘干工艺参数,设备即可自动运行,无需复杂的操作流程。安全性能高:配备多重安全保护装置,如过载保护、漏电保护、超温保护等,确保设备安全运行。运行成本较高:电的价格相对较高,长期运行下来成本较大,不适合大规模、长时间的烘干作业。木材烘干基准依据木材密度和厚度设定。

软木类如松木、云杉等,这类木材密度较小,水分传导速度较快,干燥相对容易。烘干基准通常采用较低的温度和较高的湿度,以防止木材出现开裂、变形等缺陷。例如,在干燥松木时,预热阶段温度可设为 40℃,相对湿度 85%;干燥阶段温度逐渐升高至 55℃,相对湿度控制在 40% - 60%。硬木类像橡木、桦木等硬木,密度较大,水分移动困难,干燥过程中容易产生内应力,导致开裂和变形。因此,硬木的烘干基准需要更加谨慎地控制温度和湿度。一般来说,硬木烘干的预热阶段温度在 45 - 50℃,相对湿度 80% - 85%;干燥阶段温度可逐渐升高至 60 - 70℃,相对湿度根据干燥进程调整为 30% - 50%。大型木材烘干设备需配备余热回收装置,提高能源利用率,降低生产成本。杭州全自动木材烘干设备生产厂家
干燥基准需动态适配木材特性,硬木厚板宜采用低温缓干基准避免开裂。木材干燥指导
木材烘干基准的设定严格依据木材密度和厚度等物理特性。高密度木材(如柚木)需更长干燥时间,低密度木材(如杨木)则相对缩短。厚度直接影响水分扩散路径,5厘米厚的木材干燥周期约需7天,而2厘米厚的需3天。基准参数包括温度曲线(如初期40°C、后期55°C)、湿度范围(40%-60%)及总时长,确保含水率稳定在8%-12%。这些基准基于长期实践数据制定,避免随意调整导致缺陷。例如,厚度不足时强行加速干燥易引发开裂。遵循基准能提升木材合格率,为后续加工提供可靠基础,符合行业数据规范。木材干燥指导
烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 ...
- 杭州炭化木木材烘干故障维修 2026-04-01
- 江苏导热油木材烘干调试 2026-04-01
- 江苏烟气木材干燥工厂直销 2026-04-01
- 上海烘干木材干燥平衡含水率 2026-04-01
- 浙江木材烘干工厂直销 2026-04-01
- 红木木材干燥基准 2026-04-01
- 上海全自动木材干燥基准 2026-04-01
- 上海炉气间接加热木材烘干设备生产厂家 2026-04-01
- 杭州实木木材干燥安装 2026-04-01
- 实木木材烘干技术 2026-04-01


- 浙江热油加热木材干燥炭化窑 2026-04-01
- 烟气木材烘干基准 2026-04-01
- 浙江木材干燥指导 2026-04-01
- 上海红木木材干燥工艺 2026-04-01
- 上海木材干燥哪家好 2026-04-01
- 浙江蒸汽加热木材烘干设备多少钱 2026-04-01





- 常州导热油木材烘干窑含水率 05-27
- 安徽导热油木材烘干窑炭化窑 05-27
- 嘉兴家具木材烘干窑流程 05-27
- 南京导热油木材烘干窑方法 05-27
- 淮安防腐木木材烘干窑 05-27
- 嘉兴家具木材烘干窑含水率 05-27
- 宁波烟气木材烘干窑技术 05-27
- 南京热泵木材烘干窑设备 05-27
- 上海蒸汽木材烘干窑设备生产厂家 05-27
- 上海高频真空木材烘干窑设备厂家 05-27