- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
木材烘干基准必须严格符合行业规范要求,以确保产品质量和安全性。规范由行业协会制定,规定温度、湿度及干燥时长范围,如硬木干燥至含水率8%-12%、软木9%-13%。基准依据科学测试数据制定,避免主观调整,防止干燥缺陷。企业需定期更新基准,参考国家标准或ISO文件,确保与行业标准同步。执行中,通过第三方检测验证干燥质量一致性,减少法律风险。符合规范不仅能提升产品市场认可度,还满足客户对木材稳定性的要求。定期审核基准执行情况,建立可靠质量体系,为行业可持续发展提供支撑。热泵木材烘干设备的 COP 值(能效比)通常在 3-5 之间,能源利用效率明显高于传统设备。杭州全自动木材烘干工厂直销

木材烘干基准是指在木材烘干过程中,根据木材的种类、厚度、初始含水率以及干燥设备的特性等因素,制定的一套科学合理的干燥工艺参数,主要包括温度、湿度和时间等参数的控制。以下是一些常见的木材烘干基准相关内容:按干燥阶段划分预热阶段目的:使木材内部的水分分布均匀,同时提高木材的温度,为后续的干燥过程做好准备。参数控制:温度一般控制在 40 - 50℃,相对湿度保持在 80% - 90%,持续时间根据木材的厚度和初始含水率而定,通常为 6 - 12 小时。江苏湿木材木材干燥技术木材烘干工艺需根据木材种类调整温度和湿度。

根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:木材厚度是影响基准的关键因素(厚度越大,水分从内部迁移到表面的距离越长,需更温和的条件):薄材(厚度<20mm):可采用较高的初始温度(50-60℃)和中等湿度(60%-70%),烘干周期较短(如10-20小时)。中厚材(20-50mm):初始温度需降低(40-50℃),湿度提高(70%-85%),烘干周期延长(20-40小时)。厚材(>50mm):初始温度更低(30-40℃),湿度更高(80%-90%),且需分阶段缓慢升温,周期可达40-72小时以上。
木材烘干工艺优化能有效降低开裂风险。开裂多因干燥过快导致内外应力失衡,优化方法采用阶梯式干燥法:初期低温(40°C)高湿(湿度60%)维持24小时,减缓表面水分蒸发;中期升温至55°C、湿度50%,加速内部干燥;后期稳定在45°C、湿度45%,平衡含水率。同时,木材堆放需保持合理间距,确保气流畅通,避免局部过热。工艺优化还结合预处理步骤,如蒸汽软化木材结构,减少内部应力。实践表明,优化后开裂率下降约25%,提升木材合格率。这为家具和地板行业提供更稳定的原料,减少返工损失。烘干工艺中的端头封涂与隔条堆垛,是预防木材端裂、变形的关键预处理步骤。

木材烘干工艺需严格依据木材种类定制温度与湿度参数。不同木材的物理特性差异明显,如橡木密度高、干燥时间长,松木密度低、易快速失水。工艺实施分阶段进行:初期低温(40°C左右)高湿环境(湿度60%)防止表面开裂;中期逐步升温(50-60°C)降低湿度(湿度50%)加速内部水分迁移;后期稳定低温(45°C)微湿(湿度45%)平衡含水率。操作人员需根据木材厚度和初始含水率动态调整,避免应力集中。例如,厚度5厘米的木材需延长初期阶段时间。工艺优化可提升木材利用率,减少因干燥不当导致的废品率,确保成品稳定性满足行业标准。太阳能烘干设备依托清洁能源加热,适用于日照充足地区的中小批量木材处理。杭州除湿木材干燥
木材烘干设备长期运行后,需检查加热管是否老化,及时更换损坏部件保障设备正常运行。杭州全自动木材烘干工厂直销
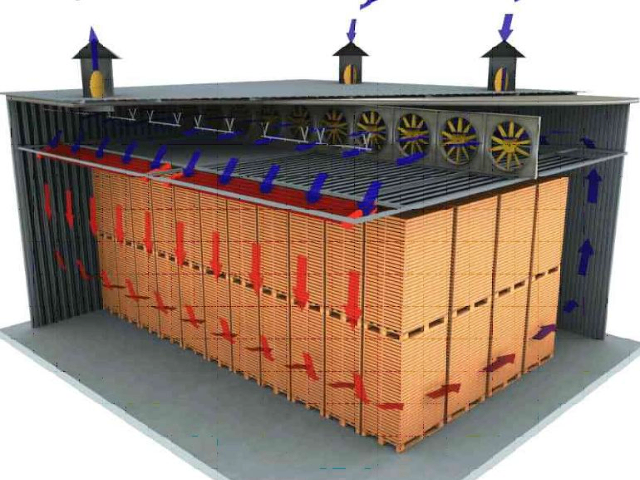
按加热方式分类:可分为蒸汽烘干窑、电烘干窑、燃油烘干窑、燃气烘干窑等。蒸汽烘干窑利用蒸汽作为热源,具有热效率高、温度均匀等优点;电烘干窑则具有清洁、环保、控制精度高等特点,但运行成本相对较高;燃油和燃气烘干窑加热速度快,适用于大规模生产,但需要注意安全和环保问题。按通风方式分类:有自然通风烘干窑和强制通风烘干窑。自然通风烘干窑依靠自然对流使空气流动,结构简单,但干燥速度慢,干燥效果不均匀;强制通风烘干窑通过风机强制空气循环,干燥速度快,干燥质量好,是目前应用较为的一种类型。按窑体结构分类:可分为室式烘干窑、隧道式烘干窑和连续式烘干窑。室式烘干窑适用于小批量、多品种的木材干燥;隧道式烘干窑可实现连续生产,适用于大批量木材的干燥;连续式烘干窑则是在隧道式烘干窑的基础上进一步改进,具有更高的生产效率和自动化程度。杭州全自动木材烘干工厂直销

烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 ...
- 杭州炭化木木材烘干故障维修 2026-04-01
- 江苏导热油木材烘干调试 2026-04-01
- 江苏烟气木材干燥工厂直销 2026-04-01
- 上海烘干木材干燥平衡含水率 2026-04-01
- 浙江木材烘干工厂直销 2026-04-01
- 红木木材干燥基准 2026-04-01
- 上海全自动木材干燥基准 2026-04-01
- 上海炉气间接加热木材烘干设备生产厂家 2026-04-01
- 杭州实木木材干燥安装 2026-04-01
- 实木木材烘干技术 2026-04-01

- 浙江热油加热木材干燥炭化窑 2026-04-01
- 烟气木材烘干基准 2026-04-01
- 浙江木材干燥指导 2026-04-01
- 上海红木木材干燥工艺 2026-04-01
- 上海木材干燥哪家好 2026-04-01
- 浙江蒸汽加热木材烘干设备多少钱 2026-04-01





- 台州湿木材木材烘干窑流程 04-25
- 江苏家具木材烘干窑炭化窑 04-24
- 盐城防腐木木材烘干窑设备安装 04-24
- 盐城湿木材木材烘干窑工艺 04-24
- 安徽烟气木材烘干窑设备技术 04-24
- 湖州微波木材烘干窑方法 04-24
- 安徽烟气木材烘干窑设备 04-24
- 湖州木材烘干窑设备厂家 04-24
- 温州家具木材烘干窑炭化窑 04-24
- 扬州防腐木木材烘干窑机 04-24