- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
燃气烘干窑加热速度快:燃气燃烧产生的热量直接用于加热烘干窑,能快速提升窑内温度,提高烘干效率。热效率高:燃气燃烧充分,热量损失小,热效率一般在 85% 以上,相比传统蒸汽烘干窑能节省能源。温度控制精细:配备先进的温度控制系统,可根据木材烘干工艺要求精确调节温度,确保烘干质量。环保性能较好:与燃煤等传统能源相比,燃气燃烧产生的污染物较少,对环境友好。运行成本适中:燃气价格相对稳定,运行成本介于电加热和传统蒸汽烘干窑之间。烘干工艺中的端头封涂与隔条堆垛,是预防木材端裂、变形的关键预处理步骤。湿木材木材烘干方法

木材干燥前的预处理工序对木材干燥效果具有重要影响,合理的预处理能够改善木材的干燥性能,提燥效率和质量。木材干燥前的预处理工序主要包括木材的锯解、分选、堆垛等。锯解工序是将原木锯切成符合后续加工要求的锯材,在锯解过程中,需根据木材的纹理方向和结构特点,选择合适的锯切方式,避免因锯切不当导致木材出现裂纹或变形,同时要保证锯材的尺寸精度,为后续的堆垛和干燥创造良好条件。分选工序则是将锯材按照种类、厚度、含水率等参数进行分类,同一批次干燥的木材应尽量保持参数一致,避免因木材差异过大导致干燥质量不均匀。堆垛工序是木材干燥前的关键环节,合理的堆垛方式能够保证干燥窑内空气流通顺畅,使每根木材都能均匀受热和失水。在堆垛时,需在木材之间放置隔条,使木材之间保持一定的间隙,便于空气流通;同时,堆垛高度和宽度要适中,避免堆垛过高导致底部木材受压变形,或堆垛过宽影响空气在窑内的循环。通过科学的预处理工序,可改善木材的干燥条件,提高木材干燥效率和质量,减少干燥过程中的木材损耗。江苏杉木木材烘干设备多少钱人工窑干通过强制环境调控,可将木材含水率精确控制在 6%-10%,满足用途。

基准的**是“匹配木材特性”,需结合以下因素制定:木材树种与密度:高密度硬木(如橡木、紫檀):结构致密,水分迁移慢,需“低温高湿、慢节奏”基准,避免内裂。低密度软木(如松木、杉木):结构疏松,水分易蒸发,可采用“中温中湿、快节奏”基准。木材初始含水率:初始含水率高(如新鲜原木,含水率>50%):需延长预热时间,降低初始温度,防止表面急干。初始含水率低(如气干材,含水率20%-30%):可缩短预热阶段,直接进入中温干燥。木材用途:***家具、地板:对平整度、无裂纹要求高,需采用保守基准(低升温速率、高湿度)。包装材、结构材:对外观要求较低,可适当提高效率,采用稍激进的基准(较高温度、中等湿度)。使用环境的平衡含水率:基准终点需与木材**终使用环境匹配(如北方干燥地区,终点含水率8%-10%;南方潮湿地区,12%-15%),否则木材会因吸湿/解吸发生二次变形。
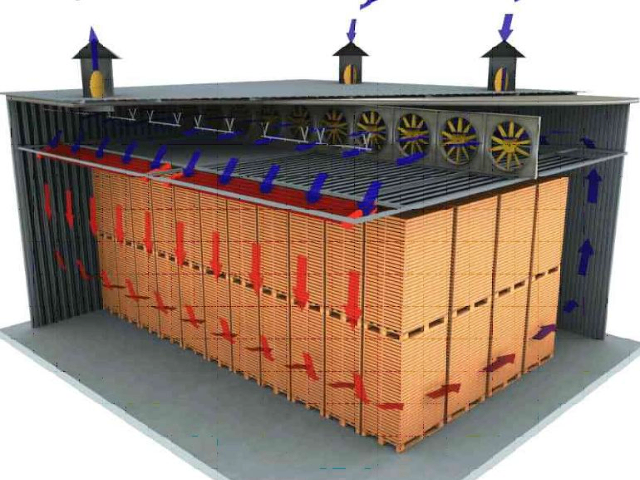
按加热方式分类:可分为蒸汽烘干窑、电烘干窑、燃油烘干窑、燃气烘干窑等。蒸汽烘干窑利用蒸汽作为热源,具有热效率高、温度均匀等优点;电烘干窑则具有清洁、环保、控制精度高等特点,但运行成本相对较高;燃油和燃气烘干窑加热速度快,适用于大规模生产,但需要注意安全和环保问题。按通风方式分类:有自然通风烘干窑和强制通风烘干窑。自然通风烘干窑依靠自然对流使空气流动,结构简单,但干燥速度慢,干燥效果不均匀;强制通风烘干窑通过风机强制空气循环,干燥速度快,干燥质量好,是目前应用较为的一种类型。按窑体结构分类:可分为室式烘干窑、隧道式烘干窑和连续式烘干窑。室式烘干窑适用于小批量、多品种的木材干燥;隧道式烘干窑可实现连续生产,适用于大批量木材的干燥;连续式烘干窑则是在隧道式烘干窑的基础上进一步改进,具有更高的生产效率和自动化程度。木材烘干流程始于分选堆垛,经温湿度梯度调控,终于调湿冷却与陈放稳定。

微波干燥法原理:利用微波发生器产生的微波能量,使木材中的水分子产生高频振动,分子间相互摩擦产生热量,从而使木材内部的水分迅速蒸发,达到干燥的目的。操作方法:将木材放置在微波干燥设备的传输带上,木材通过微波发生区域时,受到微波的作用而被加热干燥。根据木材的含水率和干燥要求,调节微波的功率和传输带的速度,以控制干燥时间和温度。一般微波干燥的温度控制在 60 - 90℃之间。在干燥过程中,需要实时监测木材的干燥情况,防止过度干燥或干燥不均匀。优点:干燥速度极快,能够在几分钟到几十分钟内将木材干燥到所需的含水率,提高了生产效率;干燥均匀,由于微波能够深入木材内部加热,使木材内部和表面的水分同时蒸发,减少了干燥应力和变形的产生;热效率高,能量损失小,节约能源;设备占地面积小,自动化程度高,操作方便。缺点:设备投资成本高,微波发生器等设备价格昂贵;对木材的形状和尺寸有一定限制,一般适用于较小尺寸的木材或薄板的干燥;微波对人体有一定的伤害,需要采取严格的防护措施,确保操作人员的安全。木材烘干调试前,需校准含水率检测仪器,确保数据准确,为参数调整提供依据。湿木材木材烘干方法
木材干燥过程中,湿度控制是关键环节。湿木材木材烘干方法
根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:1.按木材树种特性分类针叶材基准:针叶材(如松木、杉木)密度较小、结构较疏松,水分传导快,可采用相对较高的温度和较低的湿度。示例:初始含水率30%-40%的松木(厚度20mm),基准可能为:预热阶段:温度40-50℃,相对湿度85%-90%,维持2-4小时;干燥阶段:逐步升温至60-70℃,湿度降至60%-70%,持续10-15小时;终期处理:温度50-55℃,湿度50%-60%,至含水率达10%-12%。阔叶材基准:阔叶材(如橡木、胡桃木、水曲柳)密度较大、结构致密(尤其是硬阔叶材),水分传导慢,需采用较低的初始温度和较高的湿度,避免开裂。示例:初始含水率40%-50%的橡木(厚度30mm),基准可能为:预热阶段:温度30-40℃,相对湿度90%-95%,维持4-6小时;干燥阶段:缓慢升温至50-60℃,湿度保持70%-80%,持续20-30小时;终期处理:温度55-60℃,湿度降至50%-60%,至含水率达12%-14%。湿木材木材烘干方法

烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 ...
- 杭州炭化木木材烘干故障维修 2026-04-01
- 江苏导热油木材烘干调试 2026-04-01
- 江苏烟气木材干燥工厂直销 2026-04-01
- 上海烘干木材干燥平衡含水率 2026-04-01
- 浙江木材烘干工厂直销 2026-04-01
- 红木木材干燥基准 2026-04-01
- 上海全自动木材干燥基准 2026-04-01
- 上海炉气间接加热木材烘干设备生产厂家 2026-04-01
- 杭州实木木材干燥安装 2026-04-01
- 实木木材烘干技术 2026-04-01

- 浙江热油加热木材干燥炭化窑 2026-04-01
- 烟气木材烘干基准 2026-04-01
- 浙江木材干燥指导 2026-04-01
- 上海红木木材干燥工艺 2026-04-01
- 上海木材干燥哪家好 2026-04-01
- 浙江蒸汽加热木材烘干设备多少钱 2026-04-01






- 扬州烟气木材烘干窑 05-26
- 南京实木木材烘干窑设备生产厂家 05-26
- 真空木材烘干窑设备安装 05-26
- 上海防腐木木材烘干窑设备多少钱 05-26
- 嘉兴真空木材烘干窑设备技术 05-26
- 木材烘干窑设备技术 05-25
- 烟气木材烘干窑设备生产厂家 05-25
- 嘉兴导热油木材烘干窑流程 05-25
- 家具木材烘干窑设备厂家 05-25
- 嘉兴除湿木材烘干窑设备生产厂家 05-25