- 品牌
- 常州市罗军机械设备有限公,罗军机械(江苏)有限公司
- 型号
- LJJX-HBSB
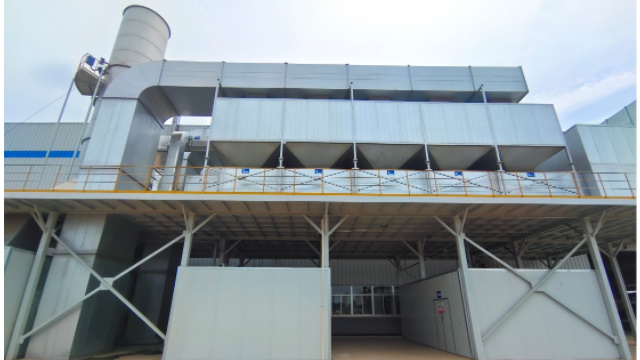
沸石转轮设备凭借强大的适应性,在多行业大放异彩。其采用的疏水性沸石材料,即使面对湿度高达80%的废气环境,依然保持稳定吸附性能;通过前置预处理系统,可有效过滤废气中的颗粒物,防止转轮堵塞。无论是制药车间含酸碱成分的有机废气,还是食品加工厂带异味的挥发性气体,设备均可通过调整转轮转速、脱附温度等参数实现高效处理。在新能源电池生产中,针对电解液挥发产生的复杂废气,该设备也能精细净化,展现出***的适用性和强大的处理能力。集吸附浓缩与催化氧化于一体,VOCs 设备快速分解苯、酮类等污染物,助力企业环保治理。整套环保设备技术参数

催化燃烧废气处理设备紧跟智能化发展趋势,具备智能操控的***优点。设备搭载智能传感器和数据分析系统,可实时采集废气成分、温度、压力等数据,并通过云计算平台进行深度分析,精细预测设备运行状态和催化剂活性。一旦发现异常,系统将自动报警并启动应急处理程序,如调整燃烧温度、切换备用设备等。而且,设备的人机交互界面简洁直观,操作人员可通过触摸屏或手机APP远程控制设备启停、参数设置等功能,无需在现场值守,极大地提高了操作的便捷性和管理效率。对于企业来说,这种智能操控的方式不仅降低了人工成本,还能确保设备始终处于比较好运行状态。湖南国内环保设备通过冷凝回收、光催化等工艺,VOCs 设备将废气中的 VOCs 转化为可利用资源或无害物质。

节能型催化燃烧废气处理设备采用先进的热循环技术,实现了能源的高效利用。设备配备的高效蓄热陶瓷体,热量回收率可达95%以上,使得设备在连续运行过程中,*需少量的辅助能源就能维持反应温度。当废气进入设备后,依次经过过滤、预热、催化燃烧等环节,其中预热阶段充分利用蓄热体回收的热量,降低了对外部能源的依赖。设备还采用变频调速技术,根据废气流量自动调节风机功率,进一步降低能耗。在包装印刷、涂料生产等行业,该设备通过节能降耗,为企业节省大量运行成本,同时高效净化废气,减少对环境的污染,实现了经济效益与环境效益的双赢。
凭借优异的低温催化性能,催化燃烧废气处理设备能够在250℃左右的低温条件下,对废气中的有机污染物进行高效催化燃烧,相比传统高温焚烧技术,大幅降低了能源消耗。低温催化的优点不仅体现在节能方面,还减少了高温对设备材料的损耗,延长了设备的使用寿命。此外,较低的反应温度也降低了安全风险,减少了因高温可能引发的火灾、等事故隐患。在家具制造、塑胶加工等行业,该设备以低温催化的优势,在有效去除废气中异味和有害成分的同时,为企业节省大量能源开支,助力企业践行绿色发展理念。定期校准设备温度传感器,防止因测温偏差导致催化燃烧温度失控影响 VOCs 分解。

以零二次污染为设计理念,是催化燃烧废气处理设备的重要优点。在处理废气过程中,有机污染物完全分解为二氧化碳和水,不产生氮氧化物、二噁英等二次污染物。设备配备的高效过滤系统,可拦截废气中的颗粒物,防止其进入催化燃烧室影响催化剂活性,同时避免颗粒物排放对环境造成污染。设备外壳采用防腐材料制作,内部密封性能良好,杜绝了废气泄漏问题。此外,设备运行过程中产生的噪声低于国家标准,不会对周边环境造成影响。这种绿色环保的处理方式,符合当今社会对环境保护的严格要求,为企业树立了良好的环保形象。吸附净化:通过活性炭 / 沸石转轮吸附废气中 VOCs,再经脱附催化燃烧转化为无害气体。自动化环保设备生产厂家
定制化处理:针对含氯、含硫等特殊 VOCs 废气,定制催化剂配方实现高效分解。整套环保设备技术参数
催化剂作为催化燃烧设备的**,其性能直接决定废气处理效果,因此对催化剂的维护至关重要。每季度需对催化剂进行专业检测,通过分析其活性、比表面积等指标,评估催化剂的性能状态。若发现催化剂活性下降15%以上,需排查是否存在中毒现象,如废气中含有的硫、磷等物质可能导致催化剂失效。对于处理含颗粒物较多的废气,建议每月检查催化剂表面是否有积灰,及时使用高压空气进行吹扫清理,但需避免使用硬物触碰,防止损坏催化剂结构。此外,当设备长期停机时,应做好催化剂的防潮、防氧化措施,可使用密封罩将催化床封闭,并充入惰性气体保护。定期更换达到使用寿命的催化剂(通常2-3年),选择质量可靠的产品进行替换,能确保催化燃烧反应持续高效进行,维持设备的净化效率。整套环保设备技术参数
- 安徽环保设备答疑解惑 2026-01-30
- 新疆环保设备市场价 2026-01-30
- 广东哪里有环保设备 2026-01-30
- 新疆环保设备服务热线 2026-01-30
- 上海环保设备服务电话 2026-01-30
- 一体化环保设备一般多少钱 2026-01-30
- 大型环保设备市面价 2026-01-30
- 广西环保设备一般多少钱 2026-01-29
- 广东耐用环保设备 2026-01-29
- 靠谱的环保设备 2026-01-29
- 山东环保设备按需定制 2026-01-29
- 湖北环保设备参考价格 2026-01-29