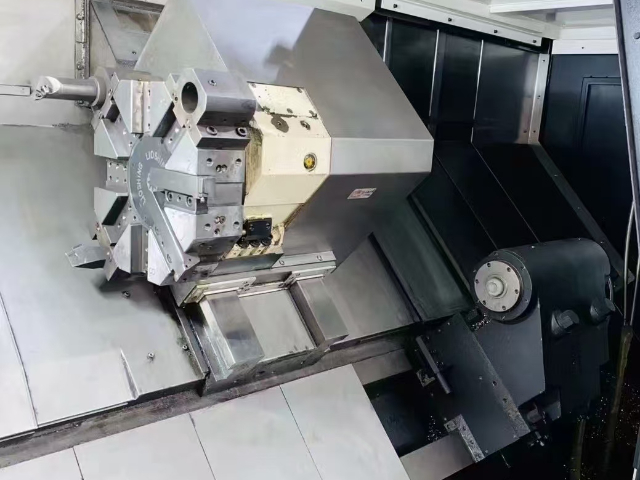
双主轴数控车床通过两个单独主轴的协同工作,可实现工件的一次装夹完成多面加工。例如,在加工复杂箱体类零件时,左侧主轴可夹持工件进行镗孔和端面加工,右侧主轴则完成反面的螺纹车削或钻孔。这种设计减少了工件搬运次数,提升了加工精度。操作时,需通过程序控制两个主轴的旋转方向和同步时机,避免因转速差异导致的切削力波动。以加工电机端盖为例,双主轴车床可在同一工位完成内孔、外圆及安装面的加工,将原本需要三道工序的任务缩短至一道。此外,该类型车床通常配备动力刀座,可执行铣削、钻孔等复合工序,进一步拓展加工范围。但需注意,双主轴系统的编程复杂度较高,需通过模拟软件验证程序可行性。数控车床能实现多工序连续加工,减少零件周转时间。杭州线轨数控车床配置

双头数控车床通过两个主轴同步运行,可同时完成工件两端的加工,卓著缩短单件生产时间。以加工长轴类零件为例,左侧主轴负责夹持毛坯并完成车削,右侧主轴可在工件未脱离时进行另一端的倒角或镗孔。这种设计减少了工件装夹次数,避免了重复定位误差。操作时,需通过程序协调两个主轴的转速和进给量,确保切削力平衡。例如,在加工直径50mm、长度300mm的钢轴时,双头车床可将加工时间从45分钟缩短至25分钟。此外,该类型车床通常配备单独刀架,可同时执行不同工序,如左侧刀架粗车外圆,右侧刀架精车螺纹。但需注意,双头加工对工件刚性要求较高,长径比过大的零件可能因振动影响表面质量,需通过增加中心架或优化切削参数解决。浙江二手数控车床数控车床可配备不同刀具,完成车削、钻孔等多种操作。
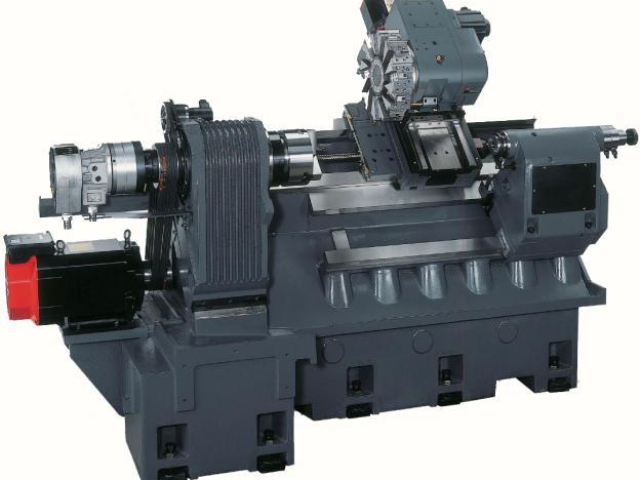
高速数控车床通过提升主轴转速与进给速度,实现了金属切削效率的质的飞跃。其主轴转速通常可达6000rpm以上,配合硬质合金涂层刀具,可高效加工铝合金、铜等轻质材料。例如,在汽车轮毂加工中,高速数控车床可通过大切深、高进给的策略,将单件加工时间从15分钟缩短至5分钟。其刀塔换刀时间可控制在0.5秒以内,支持多工序连续加工。此外,高速切削产生的切削热较少,工件热变形小,表面质量更稳定。为适应高速运行,这类设备的床身通常采用矿物铸件或焊接结构,刚性优于传统铸铁床身。对于追求产能提升的企业,高速数控车床是缩短交货周期、降低单位成本的有效工具。
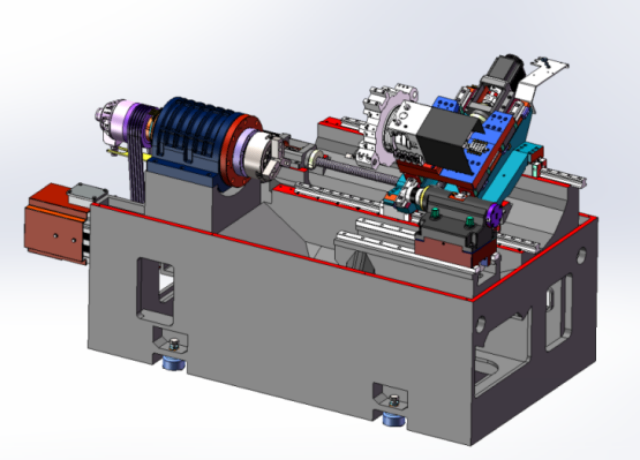
立式数控车床的主轴垂直布置,工件装夹在水平工作台上,适合加工盘类、套类及短轴类零件。其结构特点在于重力方向与切削力方向一致,减少了工件因自重产生的变形。例如,在加工直径300mm、厚度50mm的法兰盘时,立式车床可通过卡盘直接夹持工件外圆,利用端面刀完成内孔和端面的加工。该类型车床的刀架通常位于工件上方,可配备多把刀具实现快速换刀。此外,立式数控车床的排屑较为方便,切屑可自然落入下方的集屑箱,减少了清洁时间。但需注意,立式车床的加工高度受限,通常不适合加工长度超过直径3倍的零件,否则需增加尾座或跟刀架支撑。对于薄壁零件,需通过优化切削参数控制切削力,避免工件振动。数控车床能加工带有曲面轮廓的零件,提升设计自由度。

发那科数控车床在数控领域有着较高的有名度。其数控系统技术成熟,具备强大的控制能力。在加工过程中,发那科数控车床能够稳定地运行,对各种复杂的加工指令都能准确执行。它的操作界面设计合理,操作人员可以方便地进行参数设置和程序编辑。同时,发那科数控车床的兼容性较好,能够与多种刀具和夹具配合使用,满足不同零件的加工需求。在加工精度方面,它也有着不错的表现,能够保证零件的尺寸和形状符合设计要求。对于追求稳定加工和一定精度的企业来说,发那科数控车床是一个可靠的选择。数控车床能加工带有锥孔的零件,满足特殊装配。山东伺服刀塔数控车床调试
大型数控车床具备大加工行程,可制造大型机械零部件。杭州线轨数控车床配置
二手数控车床因成本较低,常被初创企业或小规模作坊选用,但选购时需重点关注设备状态。首先需检查主轴箱的齿轮磨损情况,可通过空载运行听异响或测量轴向跳动判断。其次,导轨和丝杠的润滑状况直接影响加工精度,需观察是否有锈蚀或缺油现象。电气系统方面,需确认控制柜内线路是否老化,伺服驱动器及PLC模块是否正常工作。翻新过程中,通常需更换磨损的刀具夹持装置、密封圈及冷却管路。例如,一台使用5年的斜床身数控车床,翻新时可能需重新刮研导轨面,并校准机床几何精度。此外,二手设备的软件版本可能较旧,需联系原厂或第三方服务商升级系统,以支持现代编程功能。完成翻新后,建议进行空运行测试及试切验证,确保设备达到预期加工能力。杭州线轨数控车床配置