高速数控车床通过提高主轴转速和进给速度,实现了加工效率的卓著提升。这类车床通常配备高功率主轴电机和轻量化刀塔,可承受高速切削产生的离心力。在加工不锈钢或钛合金等难加工材料时,高速数控车床的切削速度可达传统车床的数倍,同时保持较低的切削力,减少了刀具磨损。例如,一台高速数控车床在加工钛合金零件时,其主轴转速可达8000转/分钟,进给速度可达30米/分钟,大幅缩短了加工周期。此外,高速数控车床的冷却系统需具备更高的流量和压力,以确保切削区域的充分冷却。对于追求高效加工的企业来说,高速数控车床是提升产能的重要手段。数控车床能实现高速切削,提高零件加工表面质量。陕西自动送料数控车床配置

刀塔数控车床的刀塔是其中心部件之一。刀塔上可以安装多把刀具,在加工过程中,能够根据加工要求自动换刀,实现不同工序的连续加工。这种设计提高了加工效率,减少了换刀时间。刀塔数控车床的刀塔结构紧凑,换刀动作迅速准确,能够保证加工过程的顺利进行。同时,刀塔数控车床的数控系统能够对刀塔的运动进行精确控制,确保刀具在正确的位置进行切削。在加工一些需要频繁换刀的零件时,刀塔数控车床能够发挥出很好的作用,为提高生产效率和加工质量提供了有力支持。河北斜床身数控车床加工厂数控车床能加工带有锥孔的零件,满足特殊装配。

立式数控车床的主轴垂直布置,工件装夹在水平工作台上,适合加工盘类、套类及短轴类零件。其结构特点在于重力方向与切削力方向一致,减少了工件因自重产生的变形。例如,在加工直径300mm、厚度50mm的法兰盘时,立式车床可通过卡盘直接夹持工件外圆,利用端面刀完成内孔和端面的加工。该类型车床的刀架通常位于工件上方,可配备多把刀具实现快速换刀。此外,立式数控车床的排屑较为方便,切屑可自然落入下方的集屑箱,减少了清洁时间。但需注意,立式车床的加工高度受限,通常不适合加工长度超过直径3倍的零件,否则需增加尾座或跟刀架支撑。对于薄壁零件,需通过优化切削参数控制切削力,避免工件振动。
CNC数控车床作为现代制造业的常见设备,以其自动化程度高、操作便捷的特点受到普遍关注。这类车床通过计算机编程控制,可完成复杂零件的加工任务。其中心优势在于能够减少人工干预,提高生产效率。例如,在加工轴类零件时,CNC数控车床可通过预设程序实现多工序连续作业,从粗车到精车一气呵成,避免了传统车床需多次装夹的繁琐过程。此外,CNC系统的兼容性较强,可适配多种刀具和夹具,满足不同材质零件的加工需求。对于中小型企业而言,引入CNC数控车床既能提升产品质量,又能降低因人为操作失误导致的废品率,是提升竞争力的有效途径。数控车床能实现多工序连续加工,减少零件周转时间。
立式数控车床具有独特的结构特点,其主轴垂直于地面,这种结构使得它在加工一些特定形状的零件时具有明显优势。例如,对于一些盘类、板类零件,立式数控车床可以更方便地进行装夹和加工。在加工过程中,零件的重力方向与主轴方向一致,有利于保证加工的稳定性。立式数控车床的刀架通常安装在主轴的侧面,能够方便地进行刀具的更换和调整。而且,它的占地面积相对较小,适合在空间有限的车间内使用。在一些模具制造、航空航天零部件加工等领域,立式数控车床发挥着重要作用,为这些行业的特殊零件加工提供了可靠的设备支持。数控车床能实现仿形加工,制造出特定形状的零件。安徽线轨数控车床改造
数控车床加工时能减少加工时间,降低生产成本。陕西自动送料数控车床配置
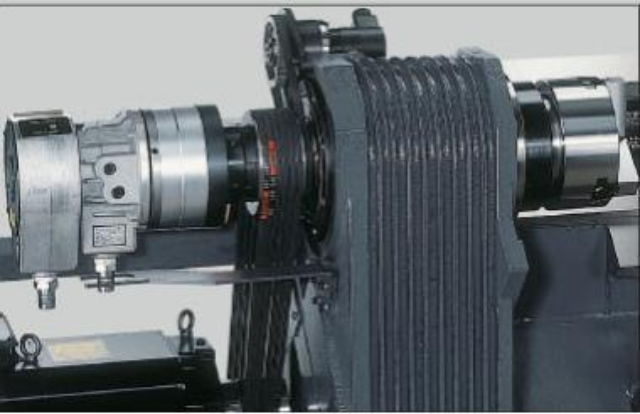
双主轴数控车床通过两个单独主轴的协同工作,可实现工件的一次装夹完成多面加工。例如,在加工复杂箱体类零件时,左侧主轴可夹持工件进行镗孔和端面加工,右侧主轴则完成反面的螺纹车削或钻孔。这种设计减少了工件搬运次数,提升了加工精度。操作时,需通过程序控制两个主轴的旋转方向和同步时机,避免因转速差异导致的切削力波动。以加工电机端盖为例,双主轴车床可在同一工位完成内孔、外圆及安装面的加工,将原本需要三道工序的任务缩短至一道。此外,该类型车床通常配备动力刀座,可执行铣削、钻孔等复合工序,进一步拓展加工范围。但需注意,双主轴系统的编程复杂度较高,需通过模拟软件验证程序可行性。陕西自动送料数控车床配置