- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
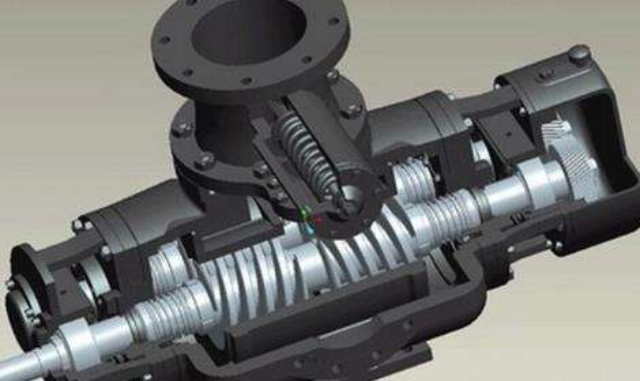
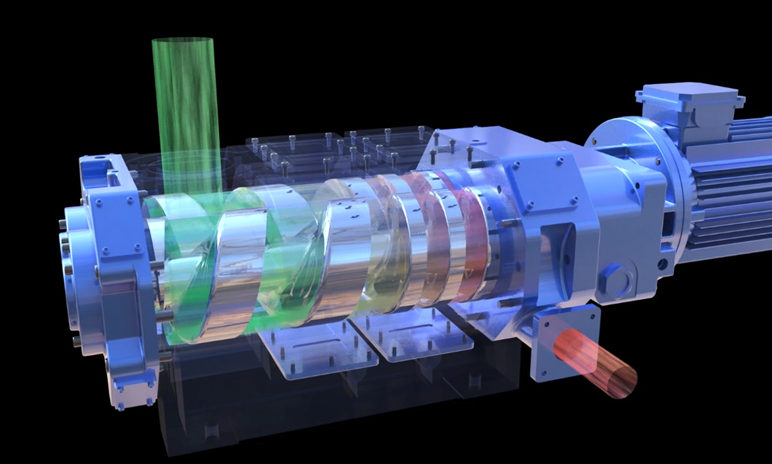
在半导体芯片制造过程中,真空环境是保障工艺精度和产品质量的关键,螺杆真空泵凭借其***的洁净性和稳定性,成为该领域的**设备之一。在晶圆刻蚀工艺中,需要将反应腔室抽至极高真空度(通常达到 10⁻³~10⁻⁵Pa),以避免空气中的杂质气体与刻蚀气体发生不良反应,影响刻蚀图案的精度。螺杆真空泵能快速实现高真空状态,且无油蒸气产生,有效防止晶圆表面被油污污染,保障芯片电路的完整性。此外,在薄膜沉积、离子注入等环节,它也能精细控制真空度的稳定性,减少工艺波动对芯片性能的影响。随着半导体芯片向更小制程(如 3nm、2nm)发展,对真空泵的抽气速率、真空度控制精度要求更高,螺杆真空泵通过不断优化转子结构和电机控制技术,持续满足行业升级需求。螺杆真空泵的双螺杆转子型线多为 “摆线 - 渐开线” 组合,通过高精度同步齿轮驱动。天津LGB系列干式螺杆真空泵厂家供应
当螺杆真空泵用于处理腐蚀性气体(如盐酸、氨气、氟化物)时,需在泵体内腔、转子表面喷涂防腐涂层,延长设备使用寿命。常用的防腐涂层包括聚四氟乙烯(PTFE)涂层、陶瓷涂层、镍基合金涂层。聚四氟乙烯涂层耐腐蚀性强,可耐受多数酸碱介质,但耐高温性较差(长期使用温度≤260℃);陶瓷涂层硬度高(HV≥800),耐磨损、耐高温(≤800℃),但韧性较差,易因振动开裂;镍基合金涂层结合了耐腐蚀性与韧性,适用于中等腐蚀性、有振动的工况。涂层喷涂需采用等离子喷涂工艺,涂层厚度控制在 0.1-0.2mm,附着力≥50MPa,确保涂层不易脱落。效果评估需通过盐雾试验(试验时间≥1000 小时,涂层无锈蚀、无剥落)、实际工况运行测试(连续运行 6000 小时,设备腐蚀速率≤0.01mm / 年)。某化工企业采用镍基合金涂层的螺杆真空泵后,设备腐蚀故障发生率从 20% 降至 5%,使用寿命延长了 2 倍。陕西LGB系列干式螺杆真空泵厂家供应干式螺杆真空泵静密封用氟橡胶 O 型圈,耐温 - 20-200℃,动密封为双端面机械密封。
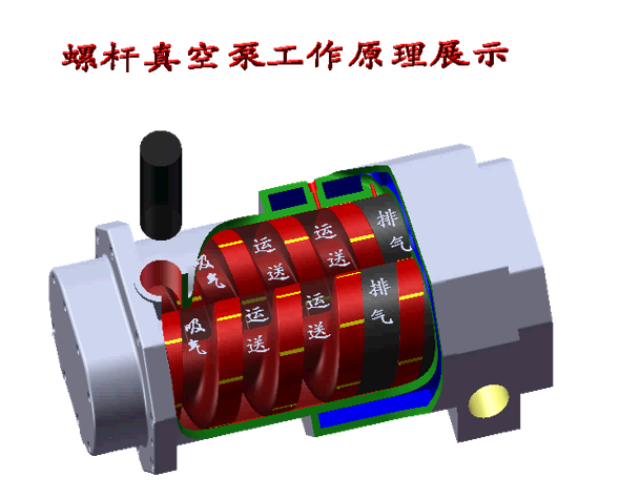
光伏硅片切割工艺中,螺杆真空泵主要用于硅片切割腔的抽真空,需具备 “高抽速、快响应、抗污染” 的特性。高抽速特性可快速将切割腔真空度从大气压降至 10Pa 以下,缩短抽真空时间,提高生产效率,通常要求抽气速率≥500m³/h;快响应特性体现在当切割腔因进料门开启导致真空度下降时,设备能迅速提升转速,在 30 秒内将真空度恢复至设定值,避免影响切割精度;抗污染特性则针对切割过程中产生的硅粉,需在进气口设置**过滤装置,防止硅粉进入泵体,同时泵体内腔需具备耐磨涂层,减少硅粉对转子的磨损。此外,切割工艺中需控制真空度稳定性,真空度波动≤±0.5Pa,避免因真空度变化导致切割线张力不稳定,影响硅片厚度均匀性。某光伏企业使用适配的螺杆真空泵后,硅片切割的抽真空时间缩短了 30%,硅片厚度偏差从 ±0.03mm 降至 ±0.01mm,硅片合格率提升 2.3 个百分点。
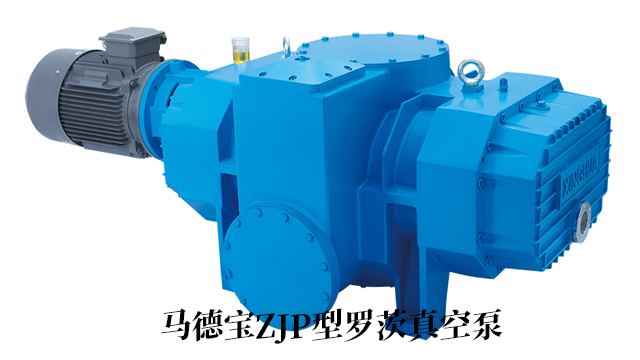
在一些对真空度要求极高或抽气工况复杂的场景中,单一螺杆真空泵往往难以满足需求,此时需将螺杆真空泵与其他类型的真空泵组合使用,形成高效的真空系统。常见的组合方案包括 “螺杆真空泵 + 罗茨真空泵”,罗茨真空泵具有抽气速率大、压缩比高的特点,但自身无法直接从大气压开始抽气,需以螺杆真空泵作为前级泵,先将系统真空度抽至 10⁻¹~10⁻²Pa,再由罗茨真空泵进一步提升至 10⁻⁴~10⁻⁵Pa,该组合方案广泛应用于半导体晶圆制造、真空镀膜等领域。另一种组合方案是 “螺杆真空泵 + 扩散泵”,扩散泵能达到极高的真空度(10⁻⁷~10⁻⁹Pa),但需依赖前级泵提供预真空环境,螺杆真空泵可快速实现预真空,两者配合可满足太空模拟实验、高能物理研究等对超高真空的需求。组合系统的优势在于能充分发挥不同真空泵的性能优势,实现 “高效抽气 + 高真空度” 的双重目标,同时通过合理的系统设计,降低整体能耗和设备成本。化工尾气处理用螺杆泵耐腐蚀性强。

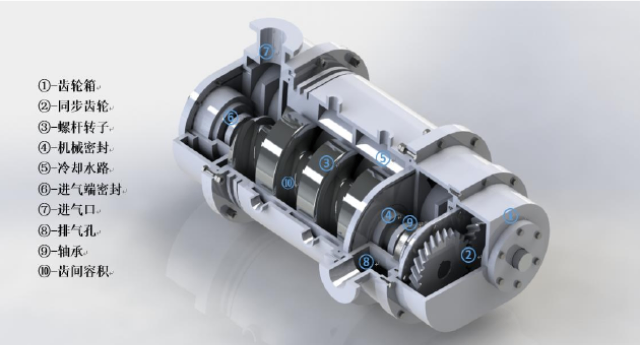
干式螺杆真空泵的材料选型需适配工况特性。转子材料优先选用**度铝合金(如 6061-T6)或不锈钢(如 316L):铝合金重量轻(密度 2.7g/cm³),适合高转速(6000r/min)工况,减少电机负荷;316L 不锈钢耐腐蚀性强,适合含酸性、碱性气体的工况,但密度大(7.98g/cm³),需匹配更大功率电机。泵腔材料多为灰铸铁(HT250)或球墨铸铁(QT400-15),铸铁材料成本低、加工性好,且具备一定耐磨性,内壁经淬火处理(硬度≥HRC50)可延长使用寿命。此外,紧固件(螺栓、螺母)需采用不锈钢材质(如 304),避免生锈导致拆机困难,关键部位螺栓需涂抹耐高温螺纹胶(耐温 200℃以上),防止振动松动。大抽速型号可达 2700m³/h 以上。制药螺杆真空泵哪家好
进气口设计优化减少气体反流现象。天津LGB系列干式螺杆真空泵厂家供应
螺杆真空泵的抽速下降是常见故障,需按步骤排查:第一步检查进气过滤器,若滤芯堵塞(压差≥5kPa),用压缩空气反吹或更换;第二步检查密封系统,用氦质谱检漏仪检测,若泄漏率>,更换密封件;第三步检查转子间隙,若因磨损导致间隙>0.5mm,需拆机调整或更换转子。噪音过大(>80dB)的排查方向包括:电机轴承磨损(更换轴承)、联轴器对中偏差(重新对中,偏差≤0.1mm)、泵腔异物(停机清理)。此外,泵过载(电流>额定值 110%)多因冷却不足(清理冷却系统)、转子卡滞(检查间隙和异物)、电源电压异常(调整电压至 380V±10%),故障排查需遵循 “先外部后内部、先电气后机械” 原则,避免盲目拆机。天津LGB系列干式螺杆真空泵厂家供应
马德宝真空设备集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马德宝真空设备集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

在 “双碳” 目标下,马德宝干式螺杆真空泵以节能降耗特性,成为工业绿色转型的重要助力。相较于传统滑阀泵,其 11KW 电机每年可节省电能约 3 万度(按年运行 8000 小时计算),无油烟排放减少大气污染,无油污染降低废水处理成本。同时,设备运行时振动小、噪音低,改善车间作业环境,符合现代工业对 “绿色生产、人文车间” 的需求。从化工医药的清洁生产,到电子行业的精密制造,马德宝螺杆真空泵不仅为企业提升生产效率,更以可持续设计助力行业实现 “高效生产与环保责任” 的双赢。螺杆泵维护周期通常为 6-12 个月。螺杆真空泵售后服务电话不同工业工艺对螺杆真空泵的抽气速率需求差异较大,需通过合理调节实现...
- 制药用螺杆真空泵结构图 2026-01-24
- 京津冀马德宝螺杆真空泵和浙真哪个好 2026-01-24
- 四川化工用螺杆真空泵厂家直销-马德宝真空 2026-01-24
- 东北化工用节能螺杆真空泵替代旋片泵方案 2026-01-24
- 四川化工用螺杆真空泵卡死怎么办 2026-01-24
- 锂电池螺杆真空泵配件 2026-01-23
- 变频螺杆真空泵厂家 2026-01-23
- 上海化工用螺杆真空泵在锂电池生产中的作用 2026-01-23
- 湖南株洲高温烧结炉高真空螺杆真空泵替代油泵方案 2026-01-23
- 干式无油螺杆真空泵厂家推荐 2026-01-23
- 四川干式无油螺杆真空泵本地厂家 2026-01-04
- 浙江无油螺杆真空泵哪家好 2026-01-04
- 湖北LG系列干式螺杆真空泵 2026-01-04
- 甘肃干式无油螺杆真空泵 2026-01-04
- 山东螺杆真空泵哪家好 2026-01-04
- 双螺杆真空泵供应商哪家强 2026-01-04



- 真空系统现货供应 01-24
- 京津冀马德宝螺杆真空泵和浙真哪个好 01-24
- 制药用罗茨真空泵维修 01-24
- 低噪音真空系统工作原理动画 01-24
- 四川化工用螺杆真空泵厂家直销-马德宝真空 01-24
- 东北化工用节能螺杆真空泵替代旋片泵方案 01-24
- 四川化工用螺杆真空泵卡死怎么办 01-24
- 河南罗茨真空泵选购建议 01-23
- 马德宝罗茨真空泵批发 01-23
- 锂电池螺杆真空泵配件 01-23