- 品牌
- 诺荣
- 型号
- 齐全
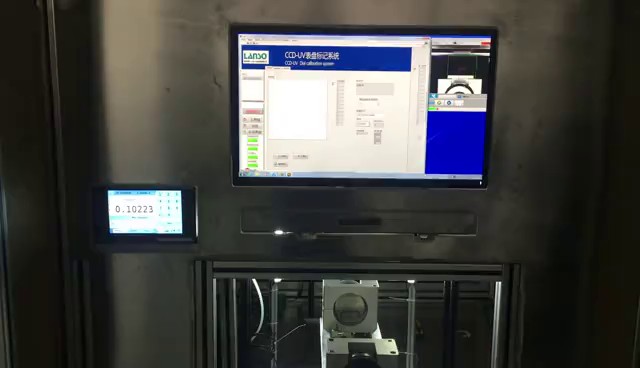
在工业制造的质量把控领域,机器视觉检测设备发挥着至关重要的作用,它具备强大的自适应能力,能应对不同批次产品的材质差异和光照变化。通过先进的自适应阈值调节算法,设备实时剖析背景图像的灰度分布,自动优化检测参数。以电子元件检测为例,当元件表面镀层厚度不均时,设备可迅速动态调整二值化阈值和形态学滤波参数,即便面对微小划痕、焊盘氧化等复杂问题也能精细识别。同时,该设备融合多传感器数据融合技术,将视觉数据与 X 射线探伤仪、光谱仪的信号交叉验证,有效降低误判率。某** PCB 制造商引入该设备后,在 0.05mm 的线宽检测中,成功将缺陷漏检率降低至 0.02% 以下,产品良率大幅提升至 99.6%,充分彰显了其在智能制造质量控制方面的***性能和重要价值。机器视觉检测设备中的表盘视像标定设备装上仪表后,检测精度高达99.4%以上。宁波全自动机器视觉检测设备直供
机器视觉检测设备
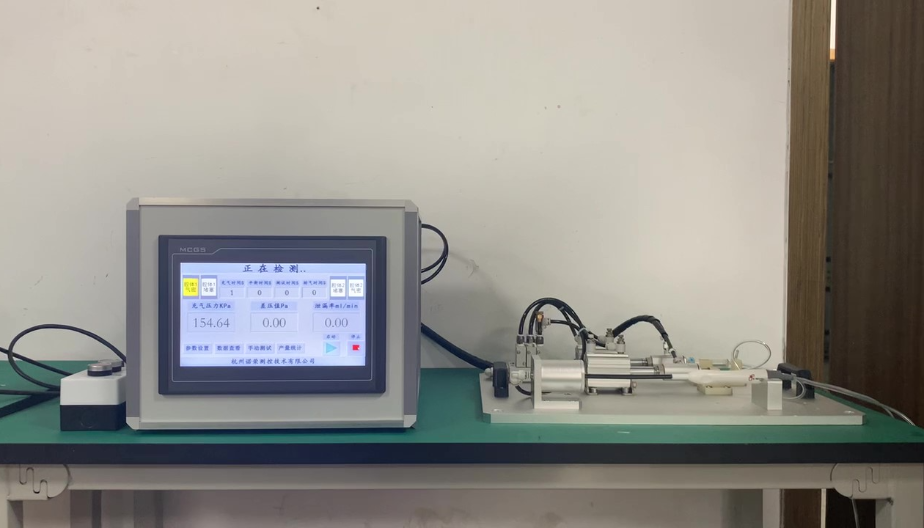
设备日志和产量记录是机器视觉检测设备的重要组成部分。设备日志记录了设备的开机时间、运行状态、故障报警等关键信息,有助于维修人员及时了解设备的运行情况和维护历史。通过对设备日志的分析,企业可以预测设备的潜在故障并提前采取措施进行预防维护,从而降低设备故障率并延长设备使用寿命。同时,产量记录则记录了每个班次的生产数量和质量情况,有助于生产管理人员了解生产进度和计划执行情况。通过对产量记录的分析,企业可以优化生产流程、提高生产效率并降低成本。因此,设备日志和产量记录在机器视觉检测中发挥着不可或缺的作用。海南视像机器视觉检测设备品牌机器视觉检测设备中的表盘视像标定设备字体大小与位置在表盘视像标定设备中均可按需调整。

行业创新应用 —— 跨领域技术迁移机器视觉检测设备正从制造业向医疗、食品等领域渗透。在药品包装检测中,设备可识别铝箔气泡、批号打印偏移等问题,检测速度达 300 片 / 分钟。在肉类加工行业,通过近红外光谱分析,实现脂肪分布、异物混入的实时检测。某乳制品企业通过视觉检测与味觉传感器结合,建立乳制品风味的可视化评价体系,突破传统感官评价的局限性。在半导体晶圆检测中,设备通过纳米级光学显微镜,实现了 0.5μm 线宽的缺陷检测,满足 5nm 制程工艺要求。
表盘视像标定设备与机器视觉检测技术的协同效应,为工业检测领域带来了前所未有的变革。设备通过集成先进的机器视觉检测技术,实现了对表盘刻度的自动识别与标定,提高了检测效率和准确性。同时,设备还利用图像处理技术,对表盘图像进行精确捕捉与分析,确保了标定结果的精确性。这种协同效应不仅提升了检测性能,还降低了人工成本,为工业生产提供了更高效、更准确的检测手段。此外,表盘视像标定设备还支持多种表盘类型和个性化设置,进一步满足了用户的多样化需求。机器视觉检测设备中的表盘视像标定设备的颜色识别功能强大,可根据实际需求调整颜色识别参数。

陶瓷制品行业的视觉检测:匠心独具,品质***陶瓷制品,以其独特的艺术魅力和***的实用性,深受消费者喜爱。然而,陶瓷制品的生产过程中,对产品的外观质量、尺寸精度以及烧制效果的要求极高。视觉检测技术的引入,为陶瓷制品行业带来了前所未有的检测精度和效率。在陶瓷制品的生产线上,视觉检测设备通过捕捉高清图像,结合先进的图像处理和人工智能算法,能够准确识别出陶瓷制品上的瑕疵和缺陷,如裂纹、色差、变形等。这些设备不仅能够对产品的外观质量进行***检测,还能够精确测量产品的尺寸和形状,确保每一件产品都符合设计要求。此外,视觉检测设备还能够对陶瓷制品的烧制效果进行评估,如釉面的光泽度、色彩的均匀性等,为生产线的调整和优化提供了有力支持。借助数字图像相关法,机器视觉检测设备能监测表盘受力后的变形尺寸,帮助评估表盘性能。江苏3D相机机器视觉检测设备企业
机器视觉检测设备中的表盘视像标定设备利用先进的图像处理技术,实现高精度的表盘识别与标定。宁波全自动机器视觉检测设备直供
机器视觉检测技术在食品安全领域也发挥着重要作用。通过高精度的图像捕捉和处理技术,该系统能够快速识别食品表面的异物、污染和变质等问题。在食品包装和加工过程中,机器视觉检测系统能够实时监测和控制产品质量,确保食品符合卫生标准和安全要求。此外,系统还能对食品的营养成分、保质期等信息进行识别和记录,为消费者提供更加透明和可靠的产品信息。这种应用不仅提高了食品的质量和安全性,还增强了消费者对食品品牌的信任和忠诚度。宁波全自动机器视觉检测设备直供

智能分拣系统中的视觉识别技术智能分拣系统是物流行业自动化、智能化的重要体现。其中,视觉识别技术是实现高效、准确分拣的关键。通过捕捉物体的图像,利用深度学习算法进行特征提取和分类,视觉识别系统能够迅速识别出物体的类型、尺寸、重量等信息,为分拣机械提供精确的引导信号。在快递包裹的分拣过程中,视觉识别系统能够准确识别出包裹的标签信息、尺寸大小以及运输要求,指导分拣机械将包裹快速、准确地送达指定区域。这种智能化的分拣方式,不仅提高了分拣效率,降低了人工成本,还减少了人为错误的风险,为物流行业的快速发展提供了有力支撑。机器视觉检测设备中采用高精度传感器阵列,表盘视像标定设备能够完成复杂表盘的细节捕捉与坐...
- 广西晶圆机器视觉检测设备价格 2026-04-28
- 宁波光刻机器视觉检测设备批发 2026-04-28
- 广东光刻机器视觉检测设备公司 2026-04-28
- 辽宁表面缺陷机器视觉检测设备现货 2026-04-28
- 3D相机机器视觉检测设备企业 2026-04-28
- 广东全自动机器视觉检测设备批发价 2026-04-28
- 深圳外观机器视觉检测设备企业 2026-04-28
- 杭州工业机器视觉检测设备公司 2026-04-27
- 五金机器视觉检测设备哪家好 2026-04-27
- 福建ccd机器视觉检测设备批发 2026-04-27

- 全自动机器视觉检测设备厂家供应 2026-02-04
- 深圳表面缺陷机器视觉检测设备直销 2026-02-04
- 浙江表面缺陷机器视觉检测设备价格 2026-02-04
- 福建压力表机器视觉检测设备销售商 2026-02-04
- 杭州高速机器视觉检测设备价格 2026-02-04
- 北京工业机器视觉检测设备现货 2026-02-04



- 江苏购买氦检设备销售商 05-02
- 浙江铝铸件氦检设备批发价 05-02
- 重庆扭力传感器测试台生产 05-02
- 福建传感器测试台现货 05-02
- 上海国产氦检设备报价 05-02
- 山东阀门传感器测试台直供 05-02
- 浙江变速箱氦检设备出厂价 05-02
- 江苏购买氦检设备出厂价 05-02
- 河北力矩传感器测试台批发 05-02
- 苏州传感器测试台企业 05-02