
大型铸件去毛刺设备的柔性适配能力,从 “工装通用化、参数动态化、夹具模块化” 三方面突破传统设备 “一铸件一工装” 的局限,大幅减少工程机械铸件加工中的工装更换需求,降低换型耗时与成本。传统设备处理不同铸件需频繁更换工装:加工挖掘机动臂(长 8-12 米、钢材质)需配备长条形刚性工装(适配直线焊缝)...
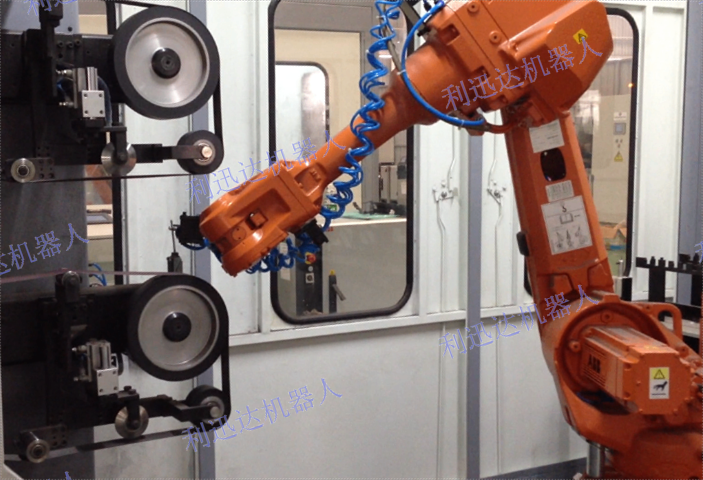
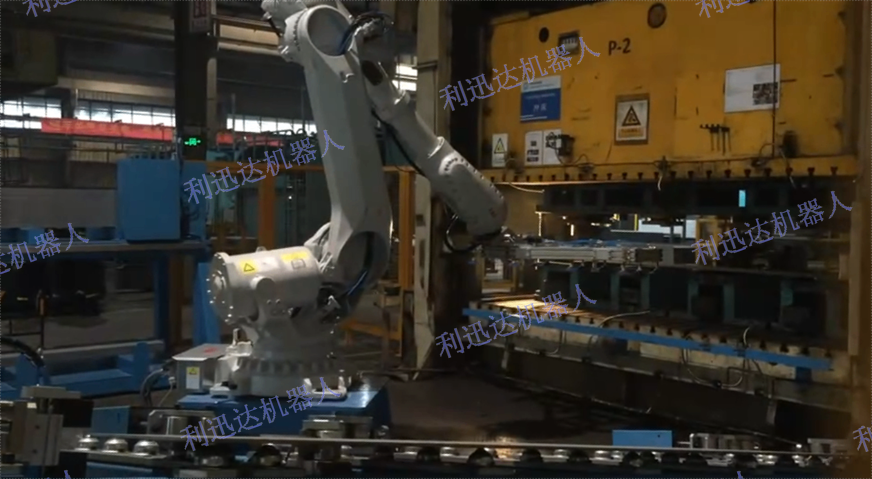
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
大型铸件去毛刺设备的低损伤工艺,针对风电轮毂(直径 3-6 米,曲面轮廓度要求≤0.1mm)、塔筒法兰(密封面 Ra≤1.6μm)、主轴箱体(深腔尺寸公差 ±0.05mm)等高精度需求场景,在去除毛刺的同时杜绝精度损耗。工艺适配层面,针对不同精度敏感部位定制清理方案:处理风电轮毂异形曲面时,采用激光清洗模块(能量密度控制在 0.5-1J/cm²),激光束只作用于 0.02-0.5mm 的微小毛刺,热影响区深度≤0.01mm,避免高温导致曲面变形,保障轮廓度达标;清理塔筒法兰密封面时,启用柔性磨头(弹性聚氨酯材质)配合 50N 以下的自适应压力,打磨轨迹贴合密封面平面度要求,防止磨头压力不均造成的局部凹陷,确保密封面平整度误差≤0.03mm;对于主轴箱体深腔(深度 2-3 米,孔径公差 ±0.05mm),采用低压高压水射流(压力 300-400MPa)+ 细长柔性喷嘴,水流冲蚀腔壁毛刺,不冲击腔壁本体,避免孔径扩大或内壁划伤。大型铸件去毛刺设备在重型机械制造中不可或缺。浙江附近哪里有大型铸件去毛刺设备答疑解惑
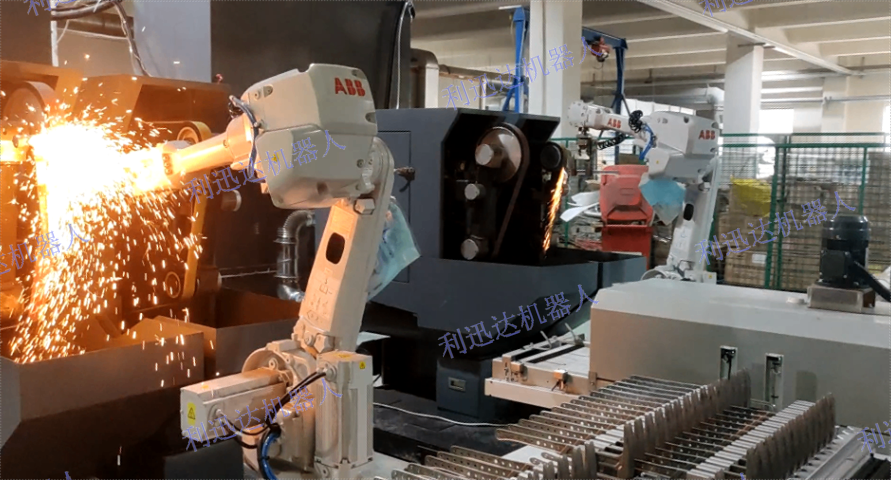
大型铸件去毛刺设备
粉尘污染控制层面,工艺构建 “源头收集 + 高效过滤” 体系:人工干磨起重机转台弧形接缝时,粉尘排放浓度超 200μg/m³,操作人员需直面矽尘危害,车间粉尘堆积严重;设备在高压水射流、打磨模块处同步配备负压吸尘装置(风量 1500-2000m³/h),搭配 HEPA 高效过滤器(过滤效率 99.97%),粉尘排放浓度控制在 35μg/m³ 以下,远低于《工业场所有害因素职业接触限值》(GBZ 2.1-2019)要求,年减少粉尘排放超 0.5 吨 / 台设备,同时改善车间作业环境。化学污染消除是工艺优势:传统酸洗去毛刺(如处理钢 - 铝复合壳体)需使用盐酸、硝酸混合液,会产生含重金属(铁、铝离子)的酸洗废水(pH 值 1-2),且酸雾挥发污染空气;设备采用激光清洗替代化学酸洗,无需任何化学药剂,既避免重金属废水排放(年减少危险废物产生超 2 吨 / 台设备),又消除酸雾对大气的污染,同时杜绝化学药剂对铸件材质的腐蚀(如铝合金表面氧化层破坏)。
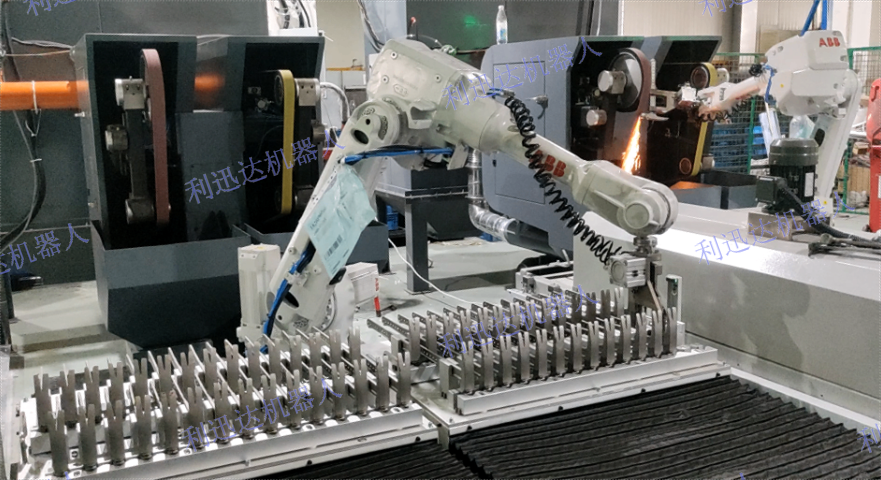
浙江购买大型铸件去毛刺设备批发厂家大型铸件去毛刺设备可调整去毛刺参数适配需求。
大型铸件去毛刺设备的柔性适配能力,从 “工装通用化、参数动态化、夹具模块化” 三方面突破传统设备 “一铸件一工装” 的局限,大幅减少工程机械铸件加工中的工装更换需求,降低换型耗时与成本。传统设备处理不同铸件需频繁更换工装:加工挖掘机动臂(长 8-12 米、钢材质)需配备长条形刚性工装(适配直线焊缝),切换至起重机转台(直径 3-5 米、球墨铸铁曲面)时,需拆除原工装并安装弧形定位工装,整套更换流程需 2-3 小时,且工装存储需占用 50㎡以上空间;若加工钢 - 铝复合壳体(多材质拼接),还需额外更换防划伤工装,进一步增加更换频次与成本。
大型铸件去毛刺设备的环保工艺并非只局限于污染控制,更通过工艺设计与损伤防控的深度融合,从源头减少重型机械铸件损伤。针对铸件易因碎屑残留、化学腐蚀、热变形等产生的损伤问题,环保工艺构建了全流程防护体系。负压吸尘系统在实现 95% 以上金属碎屑回收的同时,可实时去除铸件表面及腔室(如挖掘机动臂的内部加强筋间隙)的碎屑。传统清理中,未及时清理的耐磨钢渣易随设备作业摩擦铸件表面,形成 0.1-0.3mm 的划痕;而负压系统通过 360° 无死角吸尘,避免碎屑堆积导致的 “二次划伤”,尤其保护起重机转台等精密衔接面的表面光洁度。大型铸件去毛刺设备解决大型铸件去毛刺难题。
面对多材质拼接类复杂毛刺(如轻型工程机械的钢 - 铝复合壳体,钢侧毛刺硬且厚、铝侧毛刺软且易变形),设备通过材质识别系统区分拼接区域材质,自动切换处理模块:钢侧采用高压水射流(600MPa)去除厚毛刺,铝侧切换激光清洗(300W 低功率),同时在钢 - 铝交界线 5mm 范围内启用 “功率渐变” 模式(激光功率从 300W 平滑过渡至 500W),避免材质交界处因能量突变导致的铝侧损伤。此外,设备全程搭载 3D 光学监测,每处理 1cm² 拼接区域即比对毛刺去除效果,确保复杂区域无残留、无过切,一次清理合格率达 99.2%,彻底解决人工处理多材质毛刺时 “钢侧清不净、铝侧易划伤” 的难题,保障铸件装配精度与使用寿命。大型铸件去毛刺设备服务于核电行业大型铸件加工。中国台湾进口大型铸件去毛刺设备答疑解惑
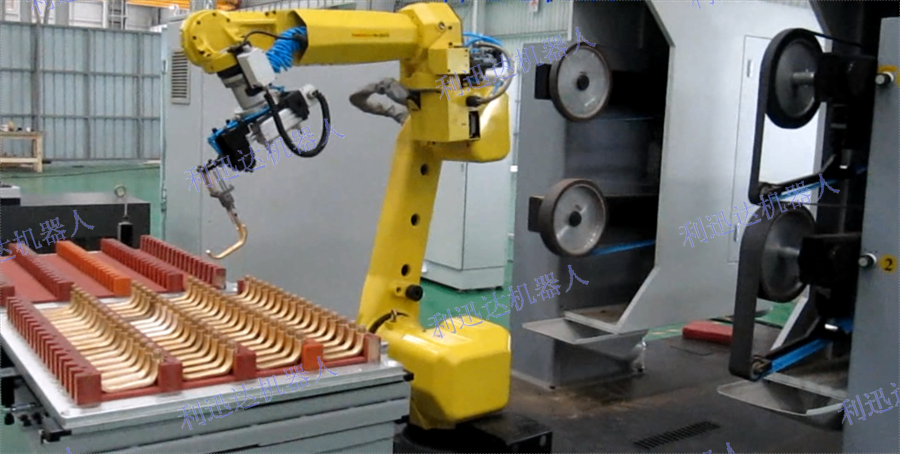
大型铸件去毛刺设备高效去除大型铸件表面毛刺。浙江附近哪里有大型铸件去毛刺设备答疑解惑
低损伤工艺保障铸件材质性能与结构完整性:压路机车架的厚壁(30-50mm)浇冒口毛刺,传统气割清理易导致局部热变形(变形量超 0.2mm);设备采用激光切割(功率 500-600W)配合热影响区控制(深度≤0.01mm),切割后铸件金相组织无变化,保障车架承载强度。针对球墨铸铁材质的挖掘机斗杆,设备将高压水射流压力控制在 400-500MPa(低于材质屈服强度),避免水流冲击导致的微观裂纹,延长斗杆使用寿命。智能监控进一步锁定质量稳定性:设备通过3D视觉检测实时比对清理后铸件尺寸,如挖掘机动臂的销轴孔(公差±0.05mm),若检测到孔径因清理偏差超差,立即触发二次修正;同时记录每台铸件的去毛刺参数(如压力、功率、打磨时长),形成质量追溯档案,使铸件一次合格率从人工的85%提升至99%以上,彻底解决工程机械铸件因毛刺问题导致的装配故障与早期失效,满足GB/T37400-2019《重型机械通用技术条件》的严苛要求。浙江附近哪里有大型铸件去毛刺设备答疑解惑
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与大型铸件去毛刺设备相关的文章
山东大型铸件去毛刺设备服务热线
- 河北定做大型铸件去毛刺设备型号 2025-11-06
- 广东常见大型铸件去毛刺设备咨询问价 2025-11-06
- 辽宁自动化大型铸件去毛刺设备规格 2025-11-06
- 广东进口大型铸件去毛刺设备选择 2025-11-06
- 天津附近大型铸件去毛刺设备保养 2025-11-06
- 浙江多功能大型铸件去毛刺设备图片 2025-11-06
- 天津自动化大型铸件去毛刺设备规格 2025-11-06
- 江苏附近大型铸件去毛刺设备型号 2025-11-06
- 中国台湾销售大型铸件去毛刺设备市场 2025-11-06
- 天津国内大型铸件去毛刺设备功能 2025-11-06
- 辽宁直销大型铸件去毛刺设备哪里有 2025-11-05
- 中国台湾个性化大型铸件去毛刺设备性能 2025-11-05
与大型铸件去毛刺设备相关的产品


与大型铸件去毛刺设备相关的新闻
-
浙江附近哪里有大型铸件去毛刺设备发展 2025-11-05 00:26:55污染物减排层面,工艺实现 “零化学污染、低粉尘排放”:激光清洗模块无需酸洗、打磨膏等化学药剂,避免传统酸洗产生的含重金属废水(pH 值超标、COD 浓度超 100mg/L);高压水射流与打磨作业同步开启负压吸尘,经 HEPA 高效过滤后,车间 PM2.5 排放浓度低于 35μg/m³,远低于《工业炉...
-
辽宁哪里有大型铸件去毛刺设备按需定制 2025-11-05 07:15:40参数调控层面,设备内置 200 + 种铸件去毛刺参数库,通过视觉识别系统自动读取铸件型号后,10 秒内完成参数调取 —— 如处理粗大浇冒口的动臂时,自动将高压水射流压力调至 800MPa、喷嘴角度设为 45°;处理精密转台时,切换激光功率至 500W、打磨转速降至 1500r/min,无需人工反复调...
-
浙江常见大型铸件去毛刺设备供应商 2025-11-05 12:15:04针对深腔窄缝类复杂毛刺(如挖掘机斗杆深腔,深度 2-3 米、缝宽 5-10mm,内壁附着焊渣毛刺),设备先通过 3D 激光扫描生成腔体内壁三维模型,自动识别毛刺分布位置(精度 ±0.1mm),随后匹配直径 3-5mm 的细长柔性高压水喷嘴,喷嘴可沿腔壁曲线自适应弯曲,配合 400-500MPa 水压...
-
福建自动化大型铸件去毛刺设备质量 2025-11-05 03:16:10大型铸件去毛刺设备的柔性适配与智能监控并非单独功能,而是通过 “动态适配 + 实时校准” 的协同机制,覆盖重型机械领域多规格、复杂结构铸件的加工需求,既实现 “多品类兼容”,又保障 “高精度稳定”。在柔性适配的环节,智能监控全程提供精度兜底:针对不同重量铸件(5-50 吨)的夹持适配,设备通过可换式...
与大型铸件去毛刺设备相关的问题
新闻资讯
产品推荐
-
广州定做全自动打磨机器人工作站
2026-05-18 -
工业全自动打磨机器人工作站生产厂家
2026-05-18 -
江门全自动打磨机器人工作站保养
2026-05-18 -
防城港自动化全自动打磨机器人工作站降价
2026-05-18 -

济南直销全自动搬运与上下料机器人工作站降价
2026-05-18 -
青岛通用全自动打磨机器人工作站售后服务
2026-05-18 -
山东全自动打磨机器人工作站保养
2026-05-18 -
广西直销全自动搬运与上下料机器人工作站产品介绍
2026-05-18 -
广西工业全自动搬运与上下料机器人工作站系列
2026-05-17