
大型铸件去毛刺设备的柔性适配能力,从 “工装通用化、参数动态化、夹具模块化” 三方面突破传统设备 “一铸件一工装” 的局限,大幅减少工程机械铸件加工中的工装更换需求,降低换型耗时与成本。传统设备处理不同铸件需频繁更换工装:加工挖掘机动臂(长 8-12 米、钢材质)需配备长条形刚性工装(适配直线焊缝)...
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
针对不同结构铸件的精度痛点,监控系统定制化适配:处理深度 2 米的发动机缸体(深腔类)时,3D 视觉传感器实时扫描内腔轮廓,与预设模型比对,若发现喷嘴路径偏移 0.2mm 以上,立即校准运动轨迹,避免腔壁毛刺残留;处理曲率半径 2 米的起重机吊钩(异形曲面)时,位移传感器同步监测激光头摆动角度(±30° 范围内误差≤0.5°),确保曲面各区域毛刺去除均匀,表面粗糙度稳定控制在 Ra≤1.6μm。系统还构建精度反馈闭环:每完成 1 个区域清理,视觉检测模块立即采集表面数据,与该规格铸件的精度阈值(如轧机牌坊平板类铸件 Ra≤3.2μm)比对,若检测到局部粗糙度超标(如 Ra=4.0μm),自动调取参数库调整打磨转速(从 1500r/min 升至 1800r/min),二次清理直至达标。这种全流程智能监控,使不同规格铸件的去毛刺一次合格率稳定在 99% 以上,尺寸误差控制在 0.1mm 内,彻底避免人工清理的精度波动问题,保障重型机械、风电等领域铸件的装配适配性。大型铸件去毛刺设备提升企业产品竞争力。江苏个性化大型铸件去毛刺设备方案
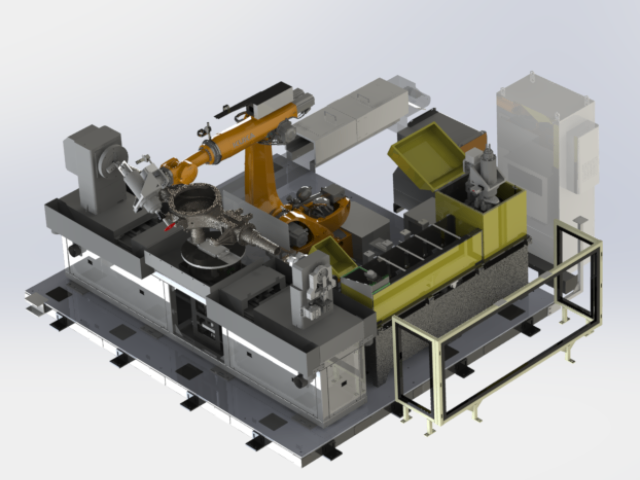
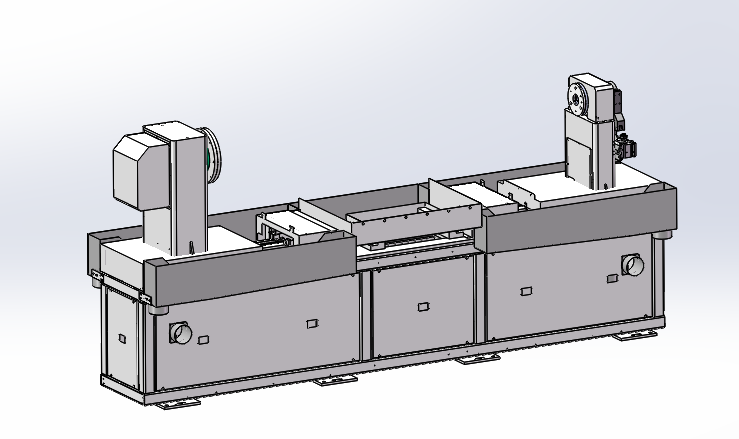
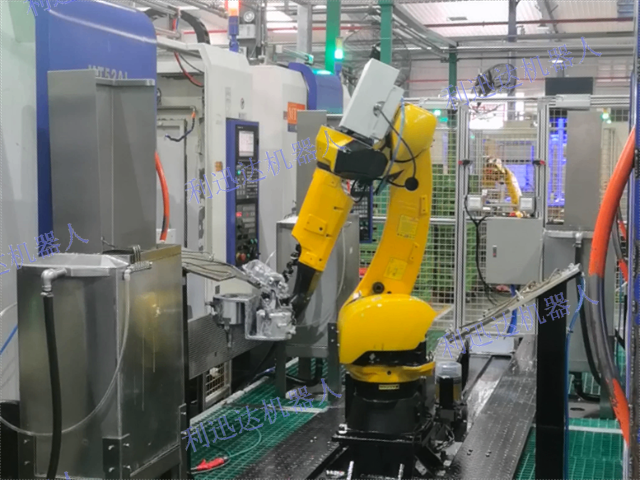
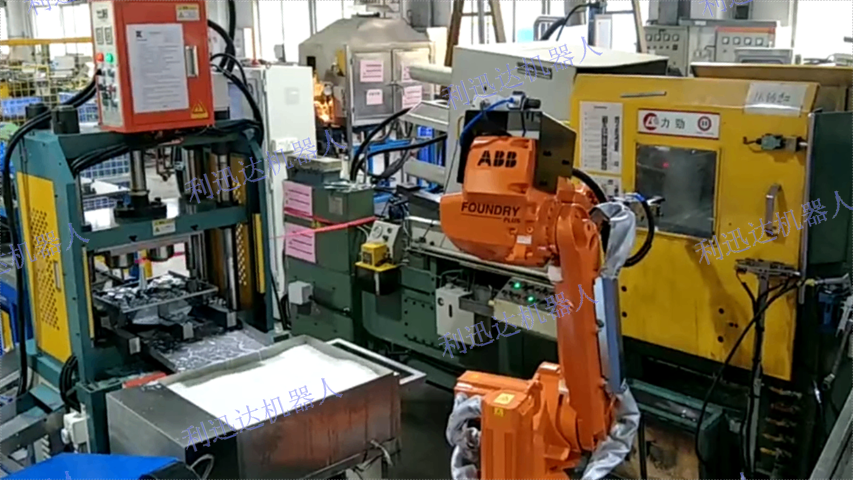
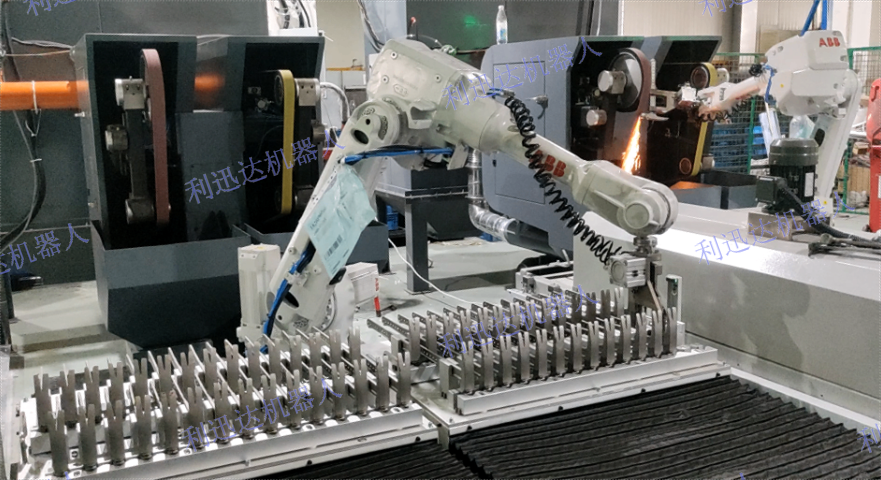
大型铸件去毛刺设备
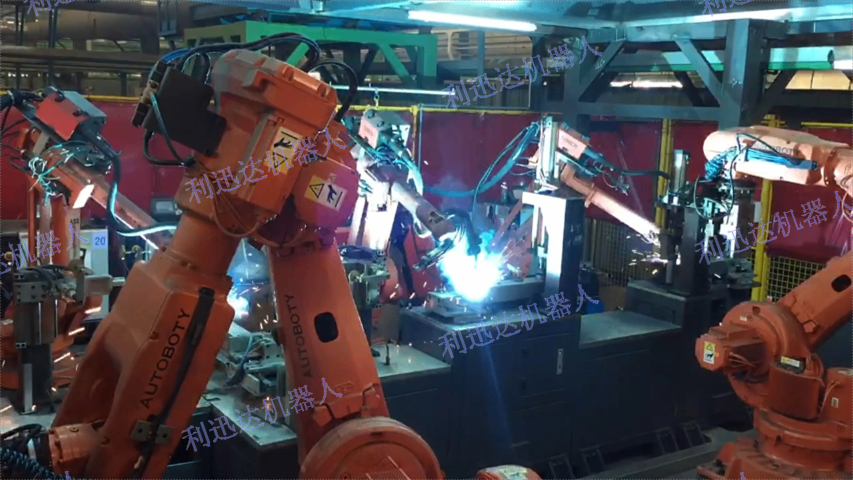
在毛刺去除彻底性上,设备解决传统人工清理的残留痛点:挖掘机动臂的多组焊缝(厚度 15-25mm)易残留焊渣毛刺(高度 3-8mm),人工打磨难以触及焊缝根部,易导致后续销轴装配卡滞;设备采用高压水射流(压力 600-800MPa)配合扇形喷嘴,可深入焊缝间隙 0.5mm 处去除毛刺,结合激光清洗模块处理 0.02-0.5mm 微小焊渣,确保焊缝区域无残留,避免应力集中引发的开裂风险。起重机转台的液压接口密封面(Ra 需≤1.6μm),人工清理易因打磨不均留下划痕,设备通过柔性磨头(弹性聚氨酯材质)与实时压力控制(波动≤±2N),使密封面平整度误差≤0.03mm,杜绝液压油泄漏问题。江苏定做大型铸件去毛刺设备执行标准大型铸件去毛刺设备高效去除大型铸件表面毛刺。
在关键参数监控维度,系统集成多类型高精度传感器:针对高压水射流模块,实时监测水压(控制波动≤±5MPa)与喷嘴位移(误差≤0.05mm),如处理 20 吨以上铸件的粗大浇冒口时,若水压偏离 600-1000MPa 区间,立即触发阀门微调,避免因压力不足导致毛刺残留或压力过高造成铸件表面凹痕;针对激光清洗模块,动态追踪激光功率(精度 ±2%)与聚焦距离(偏差≤0.1mm),处理 10 吨以下铸件的 0.1-0.5mm 微小毛刺时,确保激光能量精确作用于毛刺根部,不损伤铸件基体。
大型铸件去毛刺设备针对不同规格大型铸件(重量 5-50 吨、长度 0.5-15 米、结构涵盖平板类 / 腔室类 / 异形类)的加工需求,通过模块化设计与智能调节,实现全规格覆盖适配。在机械架构适配性上,设备组件具备宽范围调节能力:龙门式作业架升降行程达 3-10 米、横向跨度覆盖 15 米以上,可容纳长度 0.5-15 米的铸件(如 0.8 米的重型机床床头箱、12 米的挖掘机动臂、15 米的风电塔筒法兰);夹持系统采用分级承重设计,从 5 吨的小型齿轮箱壳体到 50 吨的核电压力容器铸件,均能通过可换式柔性夹具稳定固定,夹具配备 0.1mm 级自适应微调功能,贴合异形铸件(如直径 3-6 米的风电轮毂)表面,避免夹持损伤,且夹具切换只需 15 分钟,大幅缩短规格转换时间。大型铸件去毛刺设备环保工艺符合行业标准。

设备部件异常预警依托预判性监测技术:数控打磨模块的磨头磨损状态可通过 “毛刺处理时长预判指数” 动态评估,当车架纵梁焊接飞边清理耗时较标准值增加 20%,系统自动计算占比指数 q(关联毛刺个数与连续磨损区域占比),若 q≥0.6 立即预警 “磨头需更换”,避免因磨头失效导致飞边残留;快换式夹具的压力传感器监测到夹持力波动超 ±5MPa 时,弹窗提示 “夹具密封老化”,结合 8 分钟快速换型需求给出检修建议,防止铸件定位偏移引发加工偏差。大型铸件去毛刺设备适配不同规格大型铸件加工。福建多功能大型铸件去毛刺设备型号
大型铸件去毛刺设备服务于汽车行业大型铸件加工。江苏个性化大型铸件去毛刺设备方案
智能监控则保障风电铸件的高精度要求:处理塔筒法兰时,激光定位传感器实时追踪打磨模块轨迹(误差≤0.05mm),确保法兰端面毛刺去除均匀,表面粗糙度控制在 Ra≤1.6μm,满足后续密封面装配的平整度需求;加工风电轮毂时,温度传感器同步监测激光清洗模块的热影响区(≤0.01mm),防止轮毂因局部过热导致金相组织变化,避免影响其抗风载疲劳性能。此外,设备的环保低损伤工艺契合风电铸件材质保护需求:高压水射流采用闭环水循环系统(水资源回用率 85%),避免废水污染风电铸件表面;针对主轴箱体的深腔毛刺,采用低压力(400-600MPa)高压水清理,既去除毛刺又不损伤腔壁,保障主轴运转的稳定性。同时,设备内置风电铸件专属参数库(含轮毂、法兰、箱体等 20 + 类参数),切换作业时 10 秒调取参数,日均处理风电大型铸件 8-12 台套,较人工效率提升 10 倍以上,满足风电装备量产与高可靠性需求。江苏个性化大型铸件去毛刺设备方案
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与大型铸件去毛刺设备相关的文章
山东大型铸件去毛刺设备服务热线
- 河北定做大型铸件去毛刺设备型号 2025-11-06
- 广东常见大型铸件去毛刺设备咨询问价 2025-11-06
- 辽宁自动化大型铸件去毛刺设备规格 2025-11-06
- 广东进口大型铸件去毛刺设备选择 2025-11-06
- 天津附近大型铸件去毛刺设备保养 2025-11-06
- 浙江多功能大型铸件去毛刺设备图片 2025-11-06
- 天津自动化大型铸件去毛刺设备规格 2025-11-06
- 江苏附近大型铸件去毛刺设备型号 2025-11-06
- 中国台湾销售大型铸件去毛刺设备市场 2025-11-06
- 天津国内大型铸件去毛刺设备功能 2025-11-06
- 辽宁直销大型铸件去毛刺设备哪里有 2025-11-05
- 中国台湾个性化大型铸件去毛刺设备性能 2025-11-05
与大型铸件去毛刺设备相关的产品


与大型铸件去毛刺设备相关的新闻
-
浙江附近哪里有大型铸件去毛刺设备发展 2025-11-05 00:26:55污染物减排层面,工艺实现 “零化学污染、低粉尘排放”:激光清洗模块无需酸洗、打磨膏等化学药剂,避免传统酸洗产生的含重金属废水(pH 值超标、COD 浓度超 100mg/L);高压水射流与打磨作业同步开启负压吸尘,经 HEPA 高效过滤后,车间 PM2.5 排放浓度低于 35μg/m³,远低于《工业炉...
-
辽宁哪里有大型铸件去毛刺设备按需定制 2025-11-05 07:15:40参数调控层面,设备内置 200 + 种铸件去毛刺参数库,通过视觉识别系统自动读取铸件型号后,10 秒内完成参数调取 —— 如处理粗大浇冒口的动臂时,自动将高压水射流压力调至 800MPa、喷嘴角度设为 45°;处理精密转台时,切换激光功率至 500W、打磨转速降至 1500r/min,无需人工反复调...
-
浙江常见大型铸件去毛刺设备供应商 2025-11-05 12:15:04针对深腔窄缝类复杂毛刺(如挖掘机斗杆深腔,深度 2-3 米、缝宽 5-10mm,内壁附着焊渣毛刺),设备先通过 3D 激光扫描生成腔体内壁三维模型,自动识别毛刺分布位置(精度 ±0.1mm),随后匹配直径 3-5mm 的细长柔性高压水喷嘴,喷嘴可沿腔壁曲线自适应弯曲,配合 400-500MPa 水压...
-
福建自动化大型铸件去毛刺设备质量 2025-11-05 03:16:10大型铸件去毛刺设备的柔性适配与智能监控并非单独功能,而是通过 “动态适配 + 实时校准” 的协同机制,覆盖重型机械领域多规格、复杂结构铸件的加工需求,既实现 “多品类兼容”,又保障 “高精度稳定”。在柔性适配的环节,智能监控全程提供精度兜底:针对不同重量铸件(5-50 吨)的夹持适配,设备通过可换式...
与大型铸件去毛刺设备相关的问题
新闻资讯
产品推荐
-

防城港自动化全自动搬运与上下料机器人工作站供应商
2026-04-20 -
东莞直销全自动焊接机器人工作站售后服务
2026-04-20 -

桂林工业全自动焊接机器人工作站耗材
2026-04-19 -
河北定做全自动搬运与上下料机器人工作站维修
2026-04-19 -
河北直销全自动搬运与上下料机器人工作站供应商
2026-04-19 -
江门工业全自动搬运与上下料机器人工作站耗材
2026-04-19 -
柳州全自动打磨机器人工作站降价
2026-04-19 -
阳江定做全自动搬运与上下料机器人工作站维修
2026-04-19 -

北海智能刀具打磨机器人系统耗材
2026-04-19