两者分别了两种典型的液相混合方式,前者采用静态混合方式,即将流体反复分割合并以缩短扩散路径,而后者采用流体动力学集中方法,即多个进料微通道呈扇形分布,集中汇入一个狭窄的微通道,通过液体的扩散作用迅速混合。而英国Hull大学则设计了一种T形液液相微反应器,该微反应器大的特点是用电渗析(electro–osmoticflow)法输送流体,如图所示:它由底板和盖板两部分组成,两部分用退火法焊接在一起。底板上蚀刻的微通道呈T形状,其中一条微通道装有金属催化剂。盖板上有A、B和C共3个直径为2mm的圆柱形容器与微孔道连通,用于贮存反应物和产物。换热器制作加工创阔科技。创阔科技微通道换热器诚信合作
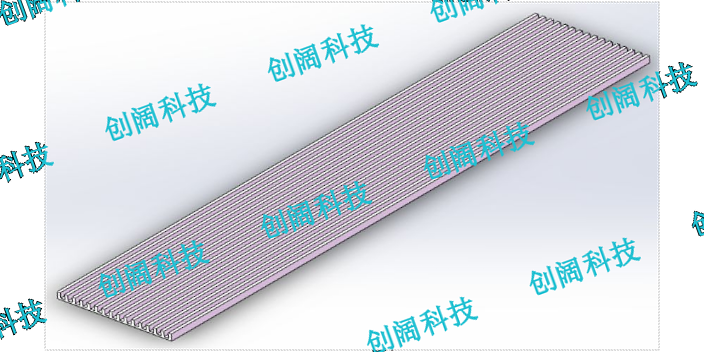
创阔科技的微通道尺寸小,流体在微通道中的流动为层流状态,为了在层流状态下提高微混合器的混合效果,实现快速混合,学者们设计出了许多微混合器的结构。依据有无外力的加人将微混合器,分为主动型微混合器与被动型微混合器。主动型微混合器需要外界的能量加人以诱导混合的发生,如磁场、电动力、超声波等。与主动型微混合器需要加人外界能量不同,被动型微混合器依靠自身的几何结构来促进混合。被动型微混合器又可以分为T型、分流型、混沌型等。T型微混合器结构简单,但无法提供很大的流体间接触面积。分流型微混合器将待混合流体分成许多薄层,薄层间相互接触,增大流体间接触面积促进混合。本文所研究的内交叉指型微混合器为分流型微混合器。混沌对流可以使流体界面变形、拉伸、折叠,从而增加流体界面面积强化传质。本文所研究的分离再结合型微混合器就是一种三维结构的混沌型微混合器。创阔科技微通道换热器诚信合作多层焊接式换热器,创阔科技加工。
因而国外有的学者将这一类型的微通道设备统称为微反应器。微反应器还应与微全分析设备相区别,虽然它们的结构可以相同,但它们的功能和目的完全不同。2.反应器起源与演变“微反应器(microreactor)”起初是指一种用于催化剂评价和动力学研究的小型管式反应器,其尺寸约为10mm。随着技术发展用于电路集成的微制造技术逐渐推广应用于各种化学领域,前缀“micro”含义发生变化,专门修饰用微加工技术制造的化学系统。此时的“微反应器”是指用微加工技术制造的一种新型的微型化的化学反应器,但由小型化到微型化并不是尺寸上的变化,更重要的是它具有一系列新特性,随着微加工技术在化学领域的推广应用而发展并为人所重视。微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展。这给科学技术各个分支的研究带来新的视点,尤其是在化学、分子生物学和分子医学领域。较早引入微加工技术的是生物和化学分析领域。自从1993年RicharMathies首先在微加工技术制造的生物芯片上分离测定了DNA段后,生物芯片技术与计算机的结合,促成了基因排序这一伟大的科学成就;而化学分析方面。
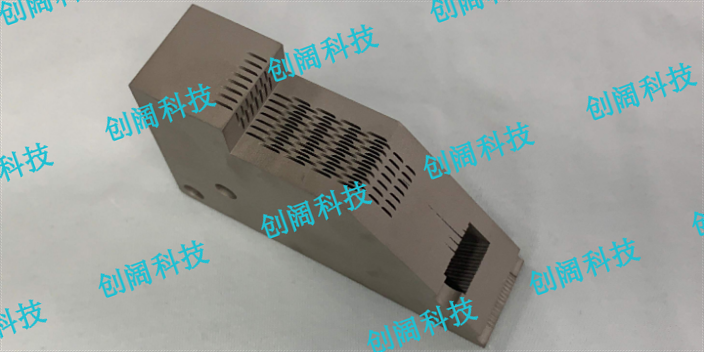
真空扩散焊产品介绍产品名称:真空扩散焊材料材质:陶瓷和可伐合金、铜、钛、玻璃和可伐合金;黄金和青铜;铂和钛;银和不锈钢;铌和陶瓷、钥;钢和铸铁、铝、钨、钛、金屑陶瓷、锡;铜和铝、钛;青铜和各种金属以及非金属材料等等。材料厚度(公制):真空扩散焊的材料厚度通常是采用。产品用途:扩散焊已用于反应堆燃料元件、蜂窝结构板、静电加速管、各种叶片、叶轮、冲模、换热器流道板片、深孔加工、工装治具、镀膜夹具、电子元件、五金配件、模具冷却等的制造。产品价格:真空扩散焊的价格通常是以材料的厚度、产品管控精度要求、量产数量等等因素来进行综合核定评估的,一般批量越大价格越优惠。焊接加工能力:创阔金属公司拥有先进的真空扩散焊接设备,生产能力强、焊接产品精度高、品质持续稳定,公司每月可生产各种规格的真空扩散焊产品2吨以上,是国内综合实力较强的真空扩散焊厂家。样品提供:由于打样数量较多,基于成本的压力,本公司所有的真空扩散焊产品都采用付费打样的模式操作,样品费用可以在后续的批量订单中根据协议金额返还给客户,样品交期我司一般控制在3天内,加急24小时出样。创阔科技制作氢气换热器,微通道换热器,印刷板式换热器,专业设计加工。
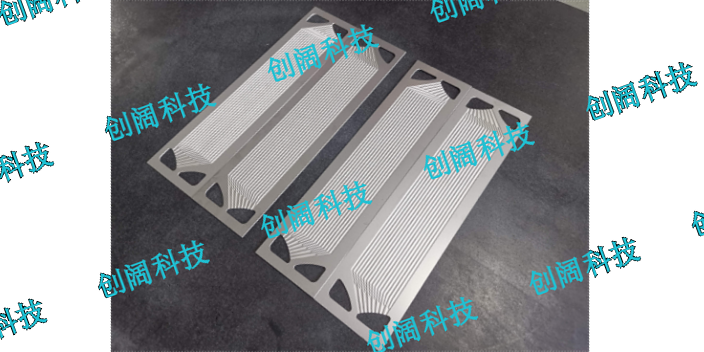
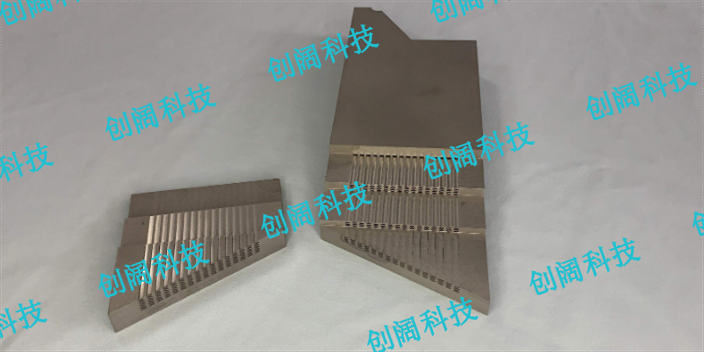
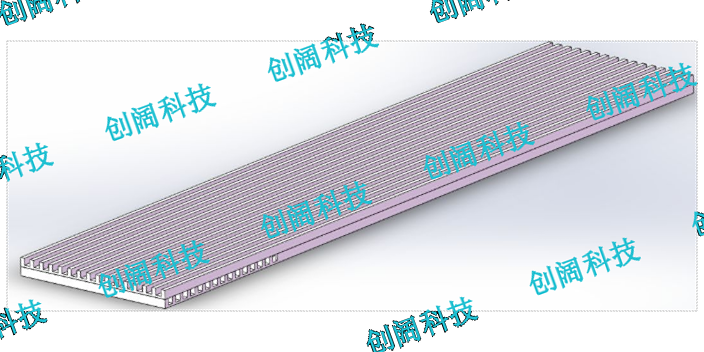
创阔金属微通道换热器有哪些选用材料?在这里,创阔金属也整理了一下详细的资料,来为大家阐述一下微通道换热器的选用材料。微型微通道换热器可选用的材料有:聚甲基丙烯酸甲酯、镍、铜、不锈钢、陶瓷、硅、Si3N4和铝等。采用镍材料的微通道换热器,单位体积的传热性能比相应聚合体材料的换热器高5倍多,单位质量的传热性能也提高了50%。采用铜材料,可将金属板材加工成小而光滑的流体通道,且可精确掌握翅片尺寸和平板厚度,达到几十微米级,经钎焊形成平板错流式结构,传热系数可达45MW/(m3·K),是传统紧凑式换热器的20倍。采用硅、Si3N4等材料可制造结构更为复杂的多层结构,通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金。高效液冷换热器,多结构多介质换热器,设计加工找创阔能源科技。郑州电子芯片微通道换热器
创阔科技制作微结构,微通道换热器,可按需定制。创阔科技微通道换热器诚信合作
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。创阔科技微通道换热器诚信合作