- 品牌
- 榕地
- 型号
- 齐全
- 托盘面数
- 单面托盘
- 进叉方式
- 四向进叉托盘
- 上部结构
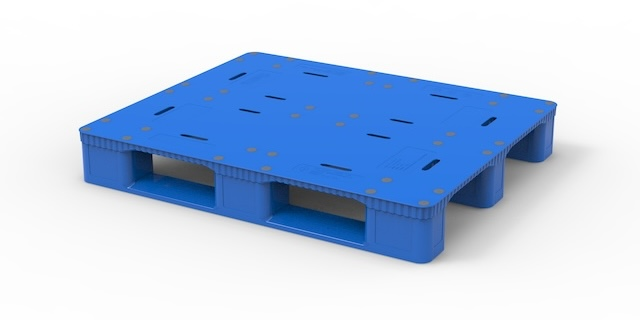
- 箱式托盘
- 型式
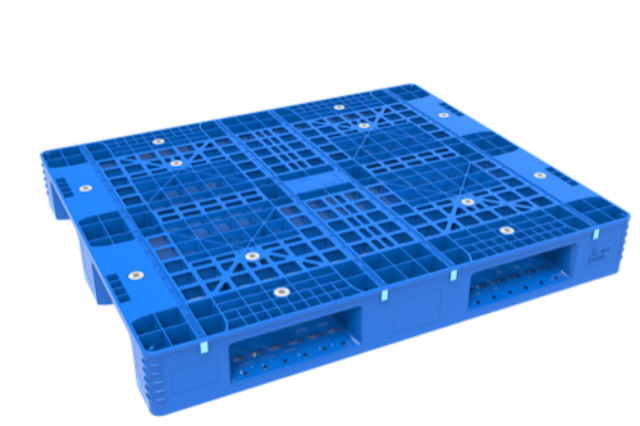
- 平板川字型,平板田字型
- 加工定制
- 是
- 材质
- PP,PE
在智能化仓储的发展趋势下,堆垛托盘正逐步融入物联网技术,实现更加智能化的管理。通过在托盘上安装RFID芯片或二维码标签,可以实时追踪货物的位置、数量及状态,为管理者提供精确的数据支持。这种智能化的堆垛托盘不仅能够提升库存管理的准确性,还能优化订单处理流程,减少人为错误。同时,结合自动化立体仓库的应用,堆垛托盘能够自动完成货物的存取作业,极大提升了仓储作业的自动化水平。这种技术与设备的结合,正引导着仓储物流行业向更高效、更智能的方向发展,为企业的精益化管理提供了有力支持。塑料托盘易于清洗消毒,保持卫生。田字型托盘

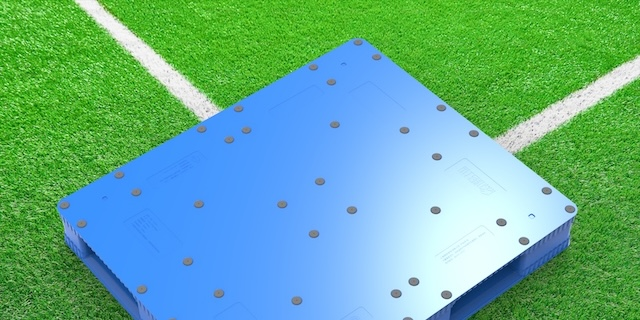
底部托盘,作为物流和仓储行业中不可或缺的基础设备,扮演着举足轻重的角色。它不仅能够有效保护各类物品在运输和存储过程中的安全,还能极大提升作业效率。一个设计合理的底部托盘,通常采用强度高、耐磨损的材料制成,如木材、塑料或金属,以确保其承重能力和使用寿命。在实际应用中,底部托盘能够方便地配合叉车、堆高车等物流设备进行搬运和堆叠,减少了人工搬运的劳动强度,同时也减少了因操作不当而导致的货物损坏风险。此外,底部托盘还具备易于清洁、可循环利用的特点,符合现代企业对环保和可持续发展的要求。通过标准化、系列化的设计,底部托盘能够适配不同尺寸和重量的货物,实现仓储空间的较大化利用,为企业的物流管理和成本控制提供了有力支持。常州常见托盘有哪些定制尺寸塑料托盘,满足个性化需求。
1.8米托盘,作为现代物流与仓储管理中不可或缺的基础设备,其重要性不言而喻。这种规格的托盘不仅尺寸适中,能够高效利用仓库空间,减少存储成本,还具备出色的承重能力,通常可承载数吨重的货物,满足各类重型物品的堆放与运输需求。在自动化仓库系统中,1.8米托盘与叉车、堆高车等物流设备配合使用,提升了货物搬运的效率和安全性。此外,标准化的尺寸设计使得托盘能够轻松适配各种货架、输送线及分拣系统,促进了物流流程的标准化和一体化。从原材料采购到成品出库,1.8米托盘贯穿了整个供应链,是实现货物快速周转、降低损耗的关键一环。许多企业还通过定制化的1.8米托盘,如添加RFID芯片、防滑处理等,进一步提升物流管理的智能化和精细化水平。
在物流仓储行业中,1.2米托盘扮演着举足轻重的角色。这种标准尺寸的托盘不仅便于机械化作业,如叉车搬运和堆高机堆叠,还提高了仓库空间的利用率。1.2米的宽度设计得恰到好处,既能在大多数仓库通道中灵活穿梭,又不会因尺寸过小而导致装载效率低下。托盘通常采用强度高、耐磨损的材料制成,如木质、塑料或金属,以确保在重复使用及长期存储过程中保持结构稳定,减少货物损坏的风险。此外,1.2米托盘还具备良好的兼容性,能与多种物流设备无缝对接,从入库、存储到出库,整个流程更加顺畅高效。在全球化贸易日益频繁的如今,标准化的1.2米托盘更是成为了国际物流中不可或缺的组成部分,促进了货物在全球范围内的快速流通。可调节高度的升降式塑料托盘。

料箱托盘,作为现代仓储与物流系统中不可或缺的基本单元,扮演着举足轻重的角色。它们不仅极大地提升了货物存储与搬运的效率,还通过标准化设计,实现了不同尺寸、重量物品的灵活装载与堆叠。在自动化仓库中,料箱托盘与智能搬运机器人紧密配合,通过精确的RFID识别技术,实现了货物的快速分拣与定位,缩短了物流周期,降低了人工成本。此外,料箱托盘通常采用环保耐用的材料制成,如强度高塑料或轻质合金,既确保了长期使用的稳固性,又符合可持续发展的要求。其表面防滑与边缘防撞设计,更是有效保护了装载物品的安全,减少了运输过程中的损耗。可以说,料箱托盘不仅是物流作业的得力助手,更是推动现代供应链向智能化、绿色化转型的重要力量。耐腐蚀性强的塑料托盘延长使用寿命。胶合板托盘
塑料托盘承重测试严格,确保安全可靠。田字型托盘
在讨论物流仓储与货物运输时,1.1*1.1托盘作为一个标准化的尺寸单位,扮演着至关重要的角色。这种规格的托盘不仅在尺寸上实现了优化,能够较大限度地利用仓库空间,减少空置率,还因其统一的标准而便于机械化作业,如叉车搬运、自动化立体仓库的存取等。1.1米乘1.1米的尺寸设计,既考虑到了货物的堆叠稳定性,又兼顾了不同运输工具的装载效率,使得从生产线到客户的整个供应链流程更加顺畅。此外,该尺寸托盘还便于国际间的物流交换,符合许多国家和地区的物流标准化要求,减少了因尺寸不一带来的额外包装成本和运输损耗。因此,对于追求高效物流管理和成本控制的现代企业而言,1.1*1.1托盘无疑是提升供应链效率、增强市场竞争力的理想选择。田字型托盘
在日常生活与工业生产中,田字托盘扮演着不可或缺的角色。从食品冷链到汽车制造,从电子产品配送到医药流通,几乎每一个物流环节都能见到它的身影。特别是在电子商务蓬勃发展的如今,田字托盘作为连接商家与消费者的桥梁,确保了海量商品能够快速、安全地从仓库送达消费者手中。其标准化、系列化的设计,使得不同企业之间的物流环节能够无缝对接,促进了供应链的高效协同。随着物联网、大数据等技术的不断进步,田字托盘正逐步融入更加智能化的物流管理体系,为现代商业社会的快速发展提供坚实支撑。轻型托盘适合小型货物运输,减轻物流搬运人员的工作强度。浙江生产托盘的企业叉车托盘的应用范围普遍,涵盖了制造业、零售业、电子商务等多个领域...
- 江西食品托盘生产厂家 2026-02-24
- 甘肃厂商托盘 2026-02-24
- 天津货物托盘批发厂家 2026-02-13
- 山西货物托盘 2026-02-13
- 物流用托盘批发价 2026-02-12
- 平板九脚托盘供应价格 2026-02-12
- 南京托盘的厂家 2026-02-11
- 兰州托盘价位 2026-02-11
- 云南平面托盘价格 2026-02-11
- 江苏标准托盘尺寸是多少 2026-02-11






- 贸易托盘租赁业务价钱 02-25
- 托盘租赁哪家服务好 02-25
- 温州川字网格塑料托盘 02-25
- 甘肃生产塑料托盘 02-24
- 江西食品托盘生产厂家 02-24
- 甘肃厂商托盘 02-24
- 昆明食品塑料托盘生产商 02-24
- 辽宁复合型共享托盘 02-24
- 广州塑料托盘的规格 02-24
- 复合型托盘租赁咨询 02-24