增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。...
钻头基本参数
- 品牌
- 台仪
- 型号
- 通用
- 材质
- 高速钢,硬质合金,钨钢,合金,金刚石
- 涂层
- 否
- 样品或现货
- 现货
- 是否库存
- 是
- 是否批发
- 批发
- 产地
- 台州椒江
- 厂家
- 台州市椒江建设工程机械厂
钻头企业商机
精度高:钻头可以精确控制钻孔的直径和深度,保证了加工精度。适用性广:钻头可以用于加工各种材料,适用性广。经济实用:钻头价格相对较低,使用寿命较长,经济实用。操作简单:钻头操作简单,不需要复杂的设备和技术,容易上手。结论综上所述,钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中。钻头具有高效、精度高、适用性广、经济实用、操作简单等优势。在实际应用中,应根据不同的加工材料和加工方式选择合适的钻头,以达到比较好的加工效果。钻头加工中会遇到哪些问题?欢迎咨询台州市椒江建设工程机械厂。河北深孔钻头怎么挑选

超大直径钻孔桩硬岩球齿滚刀钻头,钻头采用钢板焊接而成,可通过上平面与钻机的钻杆配套法兰1接头钻头设有钻井液流道2,自上而下通过上平法兰1到下喷嘴5,下喷嘴2又宽又扁,八孔孔形;钻头主体外圆焊有镶有硬质合金的量规杆3,钻头内腔填充致密的钢砂。>本体底部通过支架与球齿滚刀钻头6、7连接。球齿滚刀为混合排列,外缘为大直径滚刀7,内圆为小直径滚刀6。超大直径齿滚刀钻头,钻头主体采用钢板焊接而成。它具有高刚性,坚固耐用。上平面法兰1为过渡接口。通过加装法兰,可与不同工程钻机的钻杆接头配套使用。出水口5的钻井液流道2自上而下通过上平面法兰1连接。在该工程中,钻井液可以由与钻机配套的正向或反向循环泵驱动,钻井流体循环可采用正向循环或反向循环的方式进行。上海合金钻头在哪买台州市椒江建设工程机械厂为您供应钻头。

硬质合金钻头材料的主要成分是碳化钨和钴,占所有成分的99%,其他金属占1%,所以称为钨钢(碳化钨)。钨钢是一种由至少一种金属碳化物组成的烧结复合材料。碳化钨、碳化钴、碳化铌、碳化钛和碳化钽是钨钢的常见成分。碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之间,并且碳化物晶粒使用金属粘合剂结合在一起。粘结剂金属一般为铁族金属,常用钴和镍。因此,有钨钴合金、钨镍合金和钨钛钴合金。钨钢钻头材料烧结成型是将粉末压制成坯料,然后进入烧结炉加热到一定温度(烧结温度),保持一定时间(保温时间),然后冷却它以获得所需的性能。钨钢材质。特点:硬质合金的红硬性可达800-1000度。硬质合金的切削速度是高速钢的4-7倍。切割效率高。缺点是抗弯强度低,冲击韧性差,脆性大,抗冲击和抗振性低。
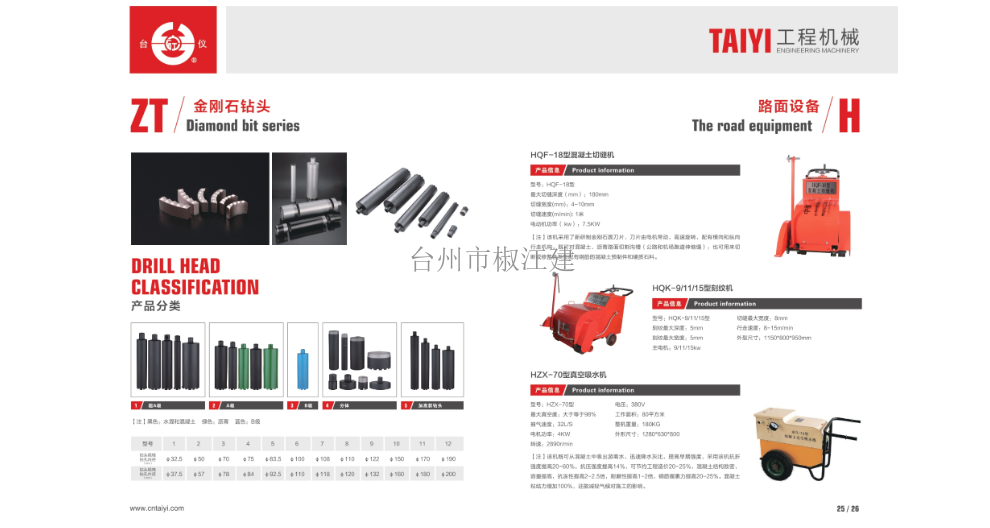
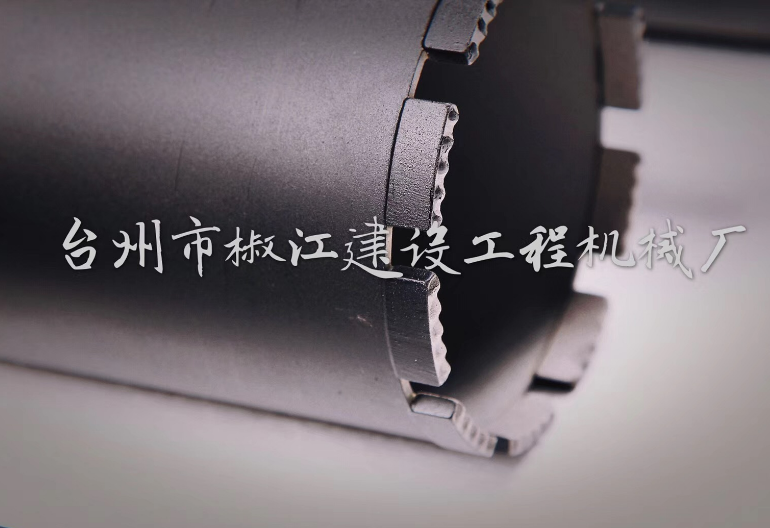
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等。钻头主要材质有:高速钢类;粉末冶金类;硬质合金类。空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等。该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍。空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具。台州市椒江建设工程机械厂合金钻头生产研发获得众多用户的认可!
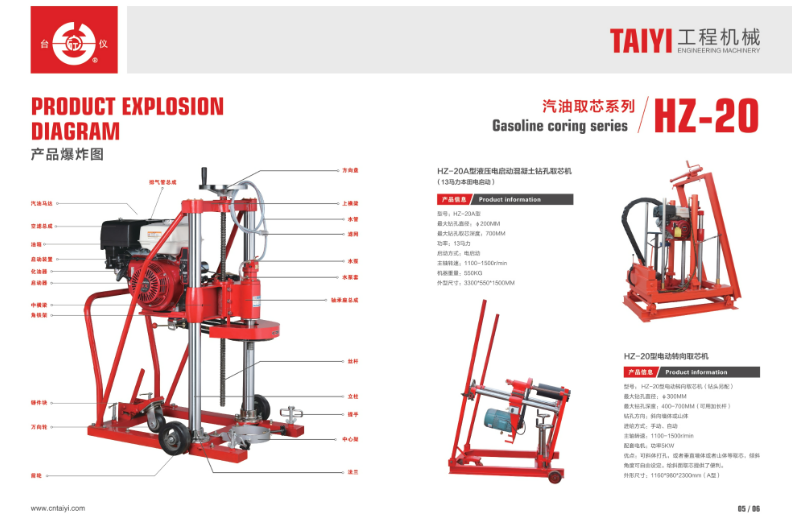
以牙轮钻头的结构为依据,可以将其分为水眼、轴承、巴掌、牙轮以及钻头体这五个部分。如果是密封喷射式的牙轮钻头,在一般情况下还包括储油补偿系统这一部分。螺纹一般会在牙轮钻头的上部,钻柱与螺纹进行相互连接,钻头下部会存在牙轮,其上带有三个巴掌,牙轮轴上装上牙轮,牙轮轴与各个牙轮之间装有轴承,牙轮会通过其自身所带的切削齿进行破碎岩石工作。钻井液的通道就是钻头的水眼。在进行石油钻井工作的过程中,通过钻进过程中的横向剪切作用、纵向振动作用,牙轮钻头会实现破碎岩石的目的,从而能够提升钻井速度。在选择牙轮钻头当做石油钻井工具时,需要按照钻井设备的实际情况、地层的实际条件以及相邻油井的地质资料、地层资料来进行牙轮钻头的选型。在进行选择时,需要考虑的问题主要有以下几点:首先,应考虑钻井地层中的软硬交错情况是否存在;其次,应考虑在石油钻井工作中是否需要防斜钻进、曲线作业;再次,应考虑同一油井中的不同钻进井段的实际深浅情况;应考虑钻井地质、地层的可研磨性以及软硬程度。台州市椒江建设工程机械厂是一家生产销售钻头,有想法可以来我司咨询。河北合金球齿钻头生产商
台州市椒江建设工程机械厂为您供应钻头,欢迎您的来电咨询!河北深孔钻头怎么挑选
硬质合金钻头用于钻削更复杂的材料。可选择切削速度快的高性能合金刀片和特殊硬质合金钻头,减少刀具崩刃,保持良好的耐磨性。多层几何切削刃可提高排水性能并保持较小的切削阻力。除常用的直角手柄外,还有多种手柄类型,适用于各种钻机。让我们来看看合金成型工具制造商在选择硬质合金时需要考虑的因素钻头。1.在选择硬质合金钻头的加工精度时,首先要考虑硬质合金钻头钻孔的尺寸精度要求。2.加工稳定性在选择合金铰刀钻头时,除了对硬质合金钻头的钻孔精度要求外,还应考虑加工机床的稳定性。机床的稳定性对硬质合金钻头的安全寿命和钻孔精度至关重要。因此,有必要仔细检查机床主轴、夹具及附件的工作状态。排屑和冷却液是钻孔中不可忽视的问题。事实上,在钻孔过程中遇到的许多问题都是排屑不良,这是不可避免的。机加工车间经常使用外部冷却液喷射作为排屑的辅助手段,但这种方法较在孔深小于孔径技术和降低切削参数时才有效。合金的低温处理钻头:它将硬度较低的奥氏体转变为更硬、更稳定、耐磨和耐热的马氏体河北深孔钻头怎么挑选
与钻头相关的文章

北京取芯钻头工厂
- 椒江高速钢钻头咨询 2024-10-29
- 四川挖机钻头厂商 2024-10-29
- 四川双端面钻头怎么选 2024-10-29
- 上海合金球齿钻头哪家可靠 2024-10-29
- 北京混凝土钻头订购 2024-10-29
- 浙江金刚石钻头需要多少钱 2024-10-29
- 双刀钻头生产厂家 2024-10-29
- 高速钢钻头批发商 2024-10-29
- 锥孔球齿钻头工厂 2024-10-29
- 四川双刀钻头订做 2024-10-29
- 上海凿岩钻头要多少钱 2024-10-29
- 台州冲击钻头价位 2024-10-29

与钻头相关的新闻
-
台州钻头价位 2024-10-29 12:04:50钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆...
-
山东混凝土钻头哪家可靠 2024-10-29 08:05:00刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生...
-
河北电锤钻头品牌 2024-10-29 07:05:01群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻...
-
高速钢钻头哪家好 2024-10-29 00:15:17操作者必须经过培训,操作方法熟练后,方可独自操作。电器部分要做好防水、防尘工作,随时注意检查漏电接地保护是否可靠。断路器电流调整至8A。在接通压缩空气前,气动阀手柄必须置于"停"的位置上;压缩空气必须经过过滤,尽量保持清洁和干燥。钻机必须支撑牢固后,方可开始工作,防止引起钻机倒地。在进给过程中,严禁...
与钻头相关的问题
新闻资讯
产品推荐
-

上海钻孔取芯机生产公司
2024-11-09 -

四川手提式钻孔取芯机
2024-11-09 -

椒江手提式取芯机哪家专业
2024-11-09 -

椒江路面钻孔取芯机厂
2024-11-09 -

重庆汽油取芯机厂家排名
2024-11-09 -
重庆钻孔取芯机公司
2024-11-09 -

上海路面钻孔取芯机定做
2024-11-09 -
山东混凝土取芯机价位
2024-11-09 -

四川电动钻孔取芯机订做
2024-11-09