- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
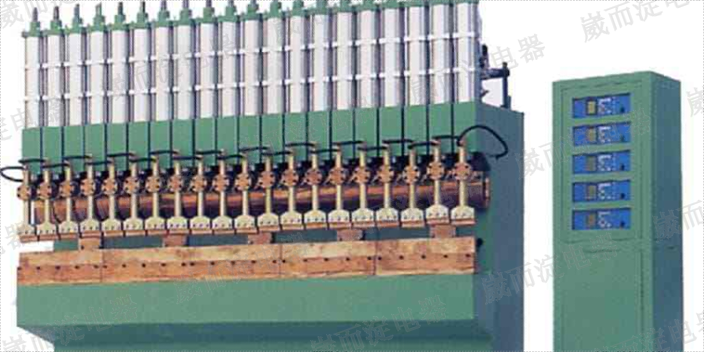
- 自动焊接设备
自动化程度高。可焊接热轧带肋、冷轧带肋、热轧光圆、冷轧光圆等多种材料,适应性广。可根据用户用电量,采用一次或分次焊接,灵活性大。气动钢筋网焊网机机组设计为可分离结构,方便规格调整与维护保养。变压器、可控硅、上下电极等焊接系统采用强制水冷并设有流量保护装置,机组能可靠地连续工作。气动钢筋网焊网机焊接气动系统压力无级可调,快捷应对钢筋规格变换;焊接压力均匀一致,确保全部焊点质量。焊制标准定型网时,上、下电极位置无需调整,做到不费时变换间距价格。较大的提高实际生产率。在构造功能方面进行了较多的实验研讨,并接踵制订了钢筋焊接网规范、图集、规程、运用手册。隧道钢筋网片排焊机经近百年的使用与开展构造中煤矿支护网焊网机网的用量己占钢筋总用量的产物规范,并在隧道钢筋网片排焊机土构造标准和设计手册中对焊接网的结构要求等作了专门规则。煤矿支护网焊网机焊接网已很多用在现浇混凝土板类构件和修建物中,当前焊接网焊机的产量大约占产物首部规范已于产物质量具有主要的意义。据不完全计算,截止水利系统钢筋焊接网的使用还比拟少。上海崴而淀电器有限责任公司为您提供排焊机 ,期待您的光临!吉林护栏网片排焊网机售后

排焊可利用控制器及机械化辅助装置使焊件在更为方便的位置施焊,或实现机上海护栏网片排焊机生产工艺流程械化或自动化焊接,2.显示混乱①程序跑飞,关闭电源约30秒再供电;②电源电压不稳定或供电线路接触不良3.不焊接①焊接传感器损坏;②控制焊接的钮子开关损坏;③焊网控制柜联接至焊网机的控制线断路;④焊接传感器位置不正确;⑤焊接控制器损坏;⑥控制器属性选择不正确或控数选择不正确4.焊接不牢固①焊接时间太短;②焊接电流太小;③焊网传感器位置不正确;④焊网机焊接压力太小;⑤铁丝表面脏;⑥焊接导电回路接触不良;⑦供电功率不足5.闪烁灯亮。护栏网片排焊机可缩短钢筋网片改性还贷的周期,减少相应的设备投资,实现小批量产品的焊接自动化。钢筋网排焊机大家或许知道的它的主要使用功能就是焊接钢筋网片,随着焊网技术的提升,工厂对于钢筋网片的加工质量和产量都有了新的追求,这次由上海崴而淀给大家的介绍一下钢筋网排焊机,了解其建筑网片排焊机性能配置才可以帮助您正确的选购这种焊网设备。排焊机又叫做焊网机,是一种先进的焊接钢筋网片的机器,它能够代替人工实现高自动化,较大的了钢筋网片的生产效率和产能。北京气动排焊网机设备厂家排焊机 ,就选上海崴而淀电器有限责任公司,让您满意,有想法可以来我司咨询!

物料杆在上料架20和下料架30之间做往复直线运动。移动装置40包括物料移动电机410、移动架420和物料杆430,物料移动电机410驱动物料杆430在移动架420上滑动。感应器采用激光定位器,激光定位器朝下方照射,准确定位下方分隔板之间的竖向插孔的位置。例如,移动架420上设置有传输带421,物料杆430的一端固定在传输带421上,物料移动电机410的驱动轴与传输带的滚轮传动连接。其中,物料移动电机410、激光定位器和电磁铁通过plc(工控电脑)控制系统控制,物料移动电机410、激光定位器和电磁铁的具体结构为现有技术,在此不再赘述。如图3和图4所示,载料装置60包括框架610、若干分隔板620和竖向卸料驱动器630,两两分隔板620之间形成若干直线间隔分布的竖向插孔621,若干分隔板620设置于框架610内,竖向卸料驱动器630包括竖向卸料气缸向插孔621相适配的卸料支架(图未示),竖向卸料气缸的驱动轴与卸料支架驱动连接,竖向卸料气缸驱动卸料支架在竖向插孔621内做直线往复运动,以使led支架80顶出。竖向卸料气缸固定在框架610上。两两分隔板620之间设置有弹性垫板640,两分隔板620以及弹性垫板640之间形成竖向插孔621。led支架为拦栅结构,因此有直线分布的插角。
本实用新型涉及led加工设备技术领域,特别是涉及一种焊线夹具。背景技术:lampled(直插式封装)金线焊接已有30多年的发展。从较早的早手动焊接到现在自动焊接,自动焊接时通过轨道移送led支架到焊接点的移送方式没有改变。目前主流为单轨道移送led支架,部分使用双轨道移送led支架。无论是单轨道移送还是双轨道移送led支架,均是一条一条led支架移送,生产效率都比较低。技术实现要素:基于此,有必要针对目前单轨道移送或双轨道移送led支架,生产效率都比较低的问题,提供一种焊线夹具。能做多条led支架同时移送到焊接点进行焊接,并实现自动上、下料。一种焊线夹具,包括工作台、上料架、下料架、移动装置、轨道和载料装置,所述上料架、所述下料架和所述轨道分别固定设置于所述工作台上,所述载料装置滑动设置于所述轨道上,所述移动装置设置有物料杆,所述物料杆上设置有感应器和电磁铁,所述物料杆在所述上料架和所述下料架之间做往复直线运动,所述载料装置包括框架、若干分隔板和竖向卸料驱动器,两两所述分隔板之间形成若干直线间隔分布的竖向插孔,所述若干分隔板设置于所述框架内,所述竖向卸料驱动器包括竖向卸料气缸和与所述竖向插孔相适配的卸料支架。排焊机 ,就选上海崴而淀电器有限责任公司,用户的信赖之选,有想法的不要错过哦!

可以插在竖直插孔621内。竖向卸料气缸具体结构为现有技术,在此不再赘述。如图5所示,下料架30包括两下料杆310、下料滑动座320、下料气缸330、下料固定座340和下料升降气缸350,下料气缸330和下料固定座340固定设置于工作台10上,下料气缸330的驱动轴与下料滑动座320连接,以使下料滑动座320滑动设置于下料固定座340上,下料升降气缸350设置于下料滑动座320上,两下料杆310固定设置于下料升降气缸350的驱动轴上,以使两下料杆310在竖直方向上移动。下料杆310的端部设置有倒钩结构311,便于勾住并取出led支架80。上述焊线夹具,与现有技术相比,移动装置40的物料杆430通过电磁铁将从上料架20的led支架80吸住,移动到载料装置60的上方,再感应器载料装置60的竖向插孔621的位置,即可将led支架80依次放入竖向插孔621内,因此可以将多条led支架80放入载料装置60的竖向插孔621内,然后载料装置60滑动到焊接位置进行焊接;焊接完成后载料装置60复位,竖向卸料气缸驱动卸料支架在竖向插孔621内从下往上移动,将使led支架80顶出,然后控制下料架30将led支架80挂住,移动开,实现多条led支架80作为整体运输、焊接、自动上、下料。如图3和图4所示,在其中一个实施例中。上海崴而淀电器有限责任公司是一家专业提供排焊机 的公司,有想法的不要错过哦!四川气动排焊机设备厂家
排焊机 ,就选上海崴而淀电器有限责任公司,让您满意,期待您的光临!吉林护栏网片排焊网机售后
所述竖向卸料气缸的驱动轴与所述卸料支架驱动连接,所述竖向卸料气缸驱动卸料支架在所述竖向插孔内做直线往复运动,以使led支架顶出,所述下料架包括两下料杆、下料滑动座、下料气缸、下料固定座和下料升降气缸,所述下料气缸和所述下料固定座固定设置于所述工作台上,所述下料气缸的驱动轴与所述下料滑动座连接,以使所述下料滑动座滑动设置于所述下料固定座上,所述下料升降气缸设置于所述下料滑动座上,两所述下料杆固定设置于所述下料升降气缸的驱动轴上,以使两所述下料杆在竖直方向上移动。在其中一个实施例中,所述载料装置包括水平压紧驱动器和若干安装杆,所述水平压紧驱动器包括水平压紧气缸和压板,所述水平压紧气缸的驱动轴与所述压板驱动连接,所述压板和所述若干分隔板分别设置穿设于所述若干安装杆上,所述水平压紧气缸驱动所述压板在所述若干安装杆上做直线往复运动,以使所述压板压紧所述分隔板。在其中一个实施例中,每一所述安装杆上套设有一弹簧,所述若干分隔板分布在弹簧上。在其中一个实施例中,所述分隔板采用弹性铜片制成。在其中一个实施例中,还包括焊接安装座,所述焊接安装座设置于所述工作台上,且所述焊接安装座位于所述轨道的一侧。吉林护栏网片排焊网机售后
- 西藏鸡笼排焊网机设备 2024-11-14
- 黑龙江XY轴自动排焊网机配件 2024-11-14
- 内蒙古龙门式全自动排焊网机配件 2024-11-14
- 青海护栏网片排焊网机维修 2024-11-14
- 新疆XY轴网片排焊网机配件 2024-11-13
- 北京XY轴网片排焊机设备 2024-11-13
- 浙江钢筋网排焊机哪家便宜 2024-11-13
- 浙江XY轴自动排焊网机配件 2024-11-13
- 湖南排焊网机设备价格 2024-11-13
- 云南重型钢筋网排焊机厂家 2024-11-12
- 宁夏护栏网片排焊机设备 2024-10-25
- 辽宁板网排焊网机配件 2024-10-25