- 品牌
- 切割片、密栅片、小组件、小板、滴胶板、PET层压板
- 型号
- 小片HXE-3600-ZQ(产能3600片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 3440mmX1540mmX1750mm
- 产能
- 3600(产能更高可以订制多排)
- 平均功耗
- 小于10KW
- 适用片源规格
- 125mm、158mm、166mm、182mm、210mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB选栅
- 焊带规格
- 宽0.6~1.6mm,厚0.08~0.16mm
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 翻转U形拉带机械手前置拉直机构
- 池片盒供应能力
- 4组料盒(每组有3~6个料盒)
- 串焊方式
- 红外+压网(伺服马达控制) 灯管寿命>10000小时
- 可焊片宽
- 4~52mm
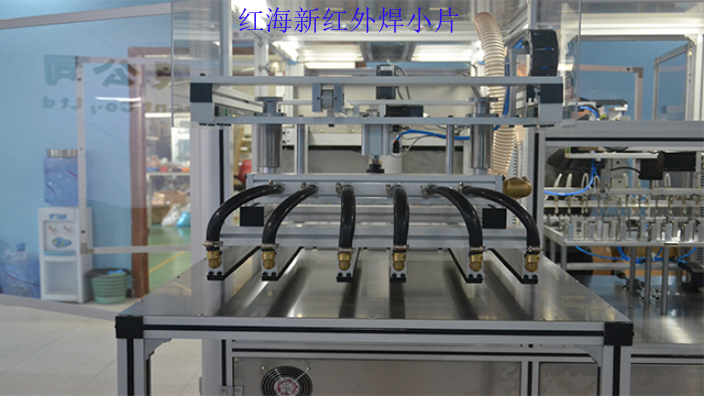
在当今的科技时代,红外线灯箱已成为许多领域的的重要设备。而我们的实用新型红外线灯箱,通过独特的设计,避免了局部温度过高或过低的现象,提高了温度均匀性。每一排红外线灯至少两根,同排的各根红外线灯的加热段在平行于轴向且垂直于出射窗口的平面的投影相互错位。此外,红外线灯采用U型设计,包括加热段和连接段,结构简单,能保证焊效率和整体温度的均匀性。在具体实施时,各红外线灯的加热段可以相互靠近且大致共轴设置,连接段与加热段可以采用相互垂直或连接段朝加热段一侧偏斜。同排的各根红外线灯的加热段在平行于轴向且垂直于出射窗口的平面的投影相互错位,使得同排的各根红外线灯的轴向可以是共线或略微存在错位。我们的实用新型红外线灯箱,适用于各种场合,具有实际应用价值。这款机器专为小型零件设计,进行精确焊接,很大提升了生产效率。江苏监控光伏板小片串焊机生产原理
小片红外串焊机
太阳能电池片串焊装置包括用于承载太阳能电池片和焊带的焊台、用于对焊台上的太阳能电池片和焊带进行红外加热的红外线灯管以及用于对焊台上加热完成的太阳能电池片和焊带进行抵压的焊带压紧机构,其中,焊带压紧机构通常包括若干条丝线以及用于固定各条丝线的线架,传统的各条丝线平行相间的设置在线架上,丝线在抵压焊带时,丝线由于抵压的相互作用会向远离抵压方向的一侧形成回弹,但是,现有的这种焊带压紧机构的丝线由于未对丝线进行相应的限位,导致丝线在抵压时,回弹空间较大,无法提供稳定且均匀的抵压力。肇庆小片串焊机灯管这台小片红外串焊机,采用红外加热,无痕焊接。

小片红外串焊机的主画面展示了使用频率高的参数化设置及方便的主菜单按钮。主画面分为A框和B框两个区域,各包含8个按钮。其中,A框区域的按钮用于控制设备的各项操作,B框区域的按钮则用于设置设备的运行参数。在A框区域,除了“开始”按钮用于切回主画面外,其他7个按钮均能进入相应的画面。具体功能如下:“清料”按钮用于焊完现有台面上电池片并做相应的串分切及出料,完成后停机结束工作;“启动”按钮进入自动运行模式,设备将按照预设的程序进行焊接操作;“暂停”按钮可以在需要暂时停止或中停时使用,功能与暂停按钮盒上的按钮相同;“复位”按钮用于恢复设备的初始准备状态,操作要领是长按复位键或按钮,直到机台有任何动作,才可以松手。“手动状态”与“自动状态”是相互切换的按钮,在进行自动焊接时,需要切换到“自动状态”。复位完成与否可以通过复位按键上的圆圈颜色来判断,如果圆圈颜色为绿色,则表示复位完成;如果为红色,则表示复位未完成。在实际操作中,用户可以根据需要设置设备的运行参数,如焊接速度、焊接温度、焊缝宽度等。通过B框区域的按钮,可以轻松完成这些设置。
太阳能电池片串焊装置,用于承载太阳能电池片和焊带的焊台以及用于与焊台配合将焊带压紧于太阳能电池片上的焊带压紧机构,焊带压紧机构包括悬设于焊台上方的线架、若干条由线架相应固定和张紧的丝线以及用于驱动线架和焊台两者中的一个相对另一个直线往复移动的驱动模块,丝线位于焊台的上方的部分形成抵压部,焊带压紧机构还包括至少一块与线架相对固定并悬设丝线的上方的限位件,在丝线抵压于焊带上时,限位件抵挡住丝线的抵压部将抵压部分隔为至少两段分别抵压焊带的抵压段。小片红外串焊机,长寿命,投资回报丰厚。

红外小片串焊机说明书二:4.助焊剂(要求):机用低固体残留免清洗助焊剂,可结合自己的串焊要求选择,原则上组件产品的电池片及焊带一旦选定,串焊效果只有通过助焊剂调配来达到(可以与助焊剂的厂家沟通协助,直至达到串焊效果来确定实际配方)。5.用本设备的操作员或维修员须通过我们公司特殊人员的安装、调试、试产等培训以后才能上岗。6.小片红外串焊机台主要机构介绍:1)自动对位平台2)调整拉直焊带及调带机构3)焊圈安装及放带机构4)焊带的取长切断的模具机构5)焊带拉带机构6)串焊平台及红外焊灯机构7)料盒及上料机构。小片红外串焊机,操作简单,易上手。肇庆小片串焊机灯管
小片红外串焊机,自动化焊接,减少人为误差。江苏监控光伏板小片串焊机生产原理
小片红外串焊机的首三个调机联动动作,让您生产效率高小片红外串焊机作为一款先进的设备,在电池片生产过程中具有重要作用。,我们着重介绍该设备的三个关键联动动作,帮助您实现效率高的生产。首先,按下“拉直部分联动”按键,设备将自动完成一系列动作。拉直气缸将压紧焊带,同时拉直长度气缸将动作,将焊带靠模具一端往后拉长,实现焊带拉直的目的。这一系列动作连贯流畅,提高生产效率。其次,按下“上料部分联动”按键,设备将自动完成取片动作。X轴从初始位置到达取料位置,Z轴从初始位置往下运动直至到达吸嘴接触到电池片后回退时检测信号有变化的位置。此时吸住电池片,Z轴从该位置返回到达初始位置,X轴从该取料位置到达修正台的那个上料位置,Z轴从初始位置到达取料位置,自动关闭取片真空。随后,Z轴从取料位置返回到达初始位置,X轴从修正台的那个上料位置到达初始位置。这一系列动作准确无误,确保生产顺利进行。按下“拉带联动”按键,设备将自动完成一系列动作。翻转U轴取带位、拉带气缸打开、拉带轴等待位,拉带轴取带位,拉带气缸闭合夹紧焊带,拉带轴拉带位,压紧气缸压紧焊带,下切刀上升上切刀下降,下切刀上升或上切刀下降。这一系列动作一气呵成。江苏监控光伏板小片串焊机生产原理
- 光伏玻璃层压板小片串焊机联系方式 2024-10-18
- 山东单晶光伏板小片串焊机售后 2024-10-18
- 河南光伏板小片串焊机售价 2024-10-18
- 光伏层压板小片串焊机工厂 2024-10-18
- 浙江室外草坪灯太阳能板小片串焊机分类 2024-10-18
- 江苏太阳能玻璃层压板小片串焊机维修 2024-10-18
- 江西光伏板小片串焊机按需定制 2024-10-18
- 山西光伏小片串焊机焊接原理 2024-10-17
- 山西太阳能玻璃层压板小片串焊机售后 2024-10-17
- 辽宁野牛小片串焊机常见故障与处理方法 2024-10-17
- 吉林俊翔小片串焊机维修 2024-10-17
- 河南小片串焊机改造 2024-10-17