26机数控车床是一种高精度、高效率的机械加工设备,它采用数控技术,能够实现自动化加工,提高了生产效率和加工精度。26机数控车床采用数控技术,可以通过编程实现自动化加工,提高了生产效率和加工精度。数控技术还可以实现多种加工方式,如车削、钻孔、铣削等,使得加工范围更加广。26机数控车床采用高精度的导轨和滚珠丝杠,可以实现高精度的加工,精度可以达到0.01毫米。同时,数控技术可以实现自动化加工,避免了人为因素对加工精度的影响。数控车床的创新设计使其能够适应各种加工需求,从而提高了生产效率和灵活性。南海线规数控车床设备

道琼斯的带接料器数控车床是一种高精度、高效率的机床,广泛应用于各种机械加工行业。在使用过程中,需要注意以下几点:加工参数的设置和调整:在加工过程中,需要根据加工件的材料和形状设置合适的加工参数,如切削速度、进给速度、切削深度等。在加工过程中,需要根据加工效果和机床的反馈信息进行调整,以确保加工质量和效率。机床的维护和保养:在使用机床过程中,需要定期进行机床的维护和保养,如清洁机床、润滑机床、更换易损件等。在维护和保养过程中,需要按照机床的操作手册进行操作,以确保机床的正常运行和延长机床的使用寿命。江门六轴数控车床报价道琼斯数控车床的操作系统非常人性化,可以方便地进行编程和操作,提高生产效率。

带接料器数控车床可以减少废品率。传统数控车床需要人工上下料,容易出现误操作,导致废品率较高。而带接料器数控车床可以通过自动上下料系统,将原材料自动送入车床,完成加工后再自动将成品送出,减少了人为因素对废品率的影响。带接料器数控车床可以提高生产效率。传统数控车床需要人工上下料,浪费时间,影响生产效率。而带接料器数控车床可以通过自动上下料系统,将原材料自动送入车床,完成加工后再自动将成品送出,提高了生产效率。
在市场上,有很多品牌的数控车床,如"道琼斯"、"联强(新浙)"、"青海一机"、"杭机"、"宝佳"、"皖南"、"捷甬达"、"永华"、"迪莱姆"、"大天"、"嘉泰"、"隆盛"等。每个品牌都有自己的特点和优势,而好的品牌、型号、规格、配置也需要根据具体的需求和预算来选择。以下是一些建议:选择品牌:品牌的产品质量和售后服务相对较好,如"道琼斯"等。考虑产品性能:数控车床的性能指标有很多,如精度、稳定性、可靠性、功能等,需要根据实际需求进行选择。了解产品配置:数控车床的配置包括电机、主轴、导轨、轴承等部件,不同配置的产品性能和使用寿命也不同。考虑产品价格:数控车床的价格因品牌、型号、规格、配置等因素而异,需要根据实际预算进行选择。了解售后服务:数控车床的售后服务非常重要,需要选择有完善售后服务的品牌和厂家。我们的数控车床采用节能环保技术,降低能源消耗。

56机数控车床是一种高精度、高效率的机床,它采用计算机控制系统,能够自动完成各种复杂的加工任务。56机数控车床由床身、主轴箱、刀架、液压系统、电气系统等部分组成。床身采用强度铸铁材料,经过精密加工和热处理后,具有高刚性和稳定性。主轴箱内装有主轴和主轴马达,可以实现高速旋转和精密加工。刀架采用液压或电动控制,可以实现自动换刀和自动调整刀具位置。液压系统和电气系统则负责控制机床的各项运动和操作。56机数控车床采用计算机控制系统,可以实现高精度、高效率的加工。它可以通过编程实现各种复杂的加工任务,可以实现自动化加工,提高了加工效率和精度。同时,它还可以进行在线监测和故障诊断,可以及时发现和解决问题,保证机床的正常运行。数控车床可实现多种加工方式,适用于各种材料的加工。佛山数控车床厂家
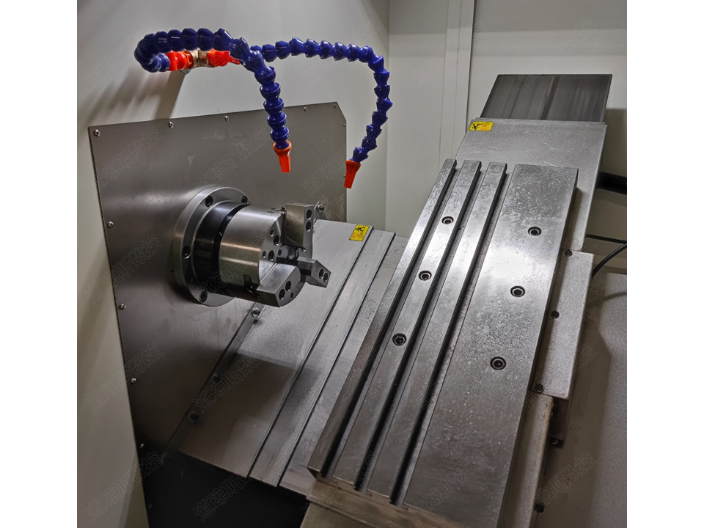
数控车床具有高度的稳定性和可靠性,可长时间稳定运行。南海线规数控车床设备
G32直进式切削方法是一种切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,刀刃磨损较快,从而造成螺纹中径产生误差。但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;同时,刀刃容易磨损,因此加工中要做到勤测量。G92直进式切削方法简化了编程,较G32指令提高了效率。G76斜进式切削方法为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。总之,不同的切削方法各有优缺点,需要根据具体情况选择合适的方法。南海线规数控车床设备