道琼斯的带接料器数控车床售后维护是保证机床长期稳定运行的重要环节,客户应选择正规厂家,定期保养,及时维护,以提高生产效率和产品质量。售后维护的优势1.专业技术道琼斯的带接料器数控车床售后维护人员具有专业的技术和经验,能够及时发现和解决机床故障,保证机床的正常运行。2.快速响应售后维护人员能够快速响应客户的需求,及时到达现场进行维护和修理,保证机床的正常运行。3.完善服务道琼斯的带接料器数控车床售后维护服务包括保养、故障排除、升级改造等多种服务,能够满足客户的不同需求。数控车床采用先进的数控技术,精度高,效率快。高明尾顶数控车床制造商

56机数控车床具有多种加工能力,可以加工各种金属材料,如铜、铝、钢、铁等。它可以进行车削、铣削、钻孔、攻丝、齿轮加工等多种加工操作,可以实现高精度、高效率的加工。同时,它还可以进行自动化加工,可以实现自动换刀、自动调整刀具位置、自动测量等功能,提高了加工效率和精度。56机数控车床广泛应用于机械制造、航空航天、汽车制造、电子制造等领域。它可以加工各种复杂的零部件和工件,可以实现高精度、高效率的加工,提高了生产效率和产品质量。同时,它还可以进行自动化加工,可以减少人工操作,降低生产成本,提高企业竞争力。高明尾顶数控车床制造商数控车床的多轴控制功能可以实现多种复杂加工,提高了生产效率和灵活性。

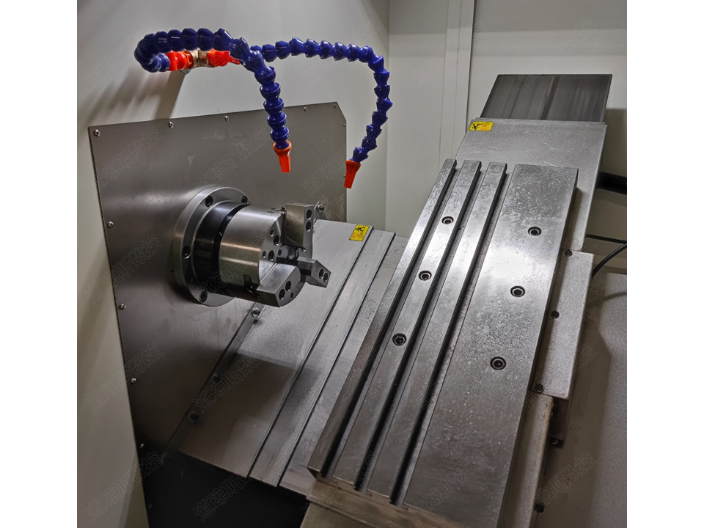
刀塔尾座数控车床是道琼斯数控设备的另一款拳头产品。它与传统的数控车床相比,比较大的优势在于其尾座的稳定性和刚性。这种设计可以有效减少加工过程中的振动和变形,确保工件的加工精度和表面质量。同时,刀塔尾座数控车床还具备出色的热稳定性。在长时间、强度的加工过程中,它能有效地控制热变形,保证加工的稳定性和一致性。这对于需要高精度、高稳定性加工的企业来说,无疑是一大福音。刀塔数控车床与刀塔尾座数控车床不仅在设计上体现了行业专业性,更在实际应用中展现了其独特的价值。无论是汽车制造、航空航天,还是精密模具制造等领域,它们都能为企业带来实实在在的生产效益和质量提升。
道琼斯的带接料器数控车床可以用于汽车制造业中的各种零部件加工,如发动机缸体、曲轴、凸轮轴、传动轴等。该机床具有高精度、高效率、高稳定性等优点,可以满足汽车制造业对零部件加工的高要求。航空航天制造业对零部件的精度和质量要求非常高,而道琼斯的带接料器数控车床可以满足这些要求。该机床可以用于加工各种航空航天零部件,如发动机叶片、涡轮叶片、航空发动机轴等。医疗器械制造业对零部件的精度和质量要求也非常高,而道琼斯的带接料器数控车床可以满足这些要求。该机床可以用于加工各种医疗器械零部件,如人工关节、牙科设备、手术器械等。电子制造业对零部件的精度和质量要求也非常高,而道琼斯的带接料器数控车床可以满足这些要求。该机床可以用于加工各种电子零部件,如手机零部件、电脑零部件、半导体器件等。数控车床采用先进的数控技术,实现高精度、高效率的加工,提升生产效益。

在高精度化方面,排刀数控车床采用了精密的直线导轨和滚珠丝杠传动系统,确保了机床在高速运行时的稳定性和精度。此外,机床还配备了高精度的测量装置和自动补偿系统,能够实时监测并修正加工过程中的误差,保证工件的加工精度和表面质量。排刀数控车床还具有广泛的应用范围。无论是汽车制造、航空航天、精密仪器等领域,还是其他需要高精度、高效率加工的行业,排刀数控车床都能够提供好的加工解决方案。佛山市道琼斯数控设备有限公司的排刀数控车床产品凭借其精湛的工艺、好的性能和广泛的应用范围已经成为了智能制造领域的璀璨明珠。我们的数控车床采用先进的技术,能够提供高精度的加工效果,让您的生产效率更高。深圳线规数控车床生产厂家
道琼斯数控车床配备先进的自动送料系统,可以减少人工操作,提高生产效率和质量。高明尾顶数控车床制造商
G32直进式切削方法是一种切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,刀刃磨损较快,从而造成螺纹中径产生误差。但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;同时,刀刃容易磨损,因此加工中要做到勤测量。G92直进式切削方法简化了编程,较G32指令提高了效率。G76斜进式切削方法为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。总之,不同的切削方法各有优缺点,需要根据具体情况选择合适的方法。高明尾顶数控车床制造商