- 品牌
- 切割片、密栅片、小组件、小板、滴胶板、PET层压板
- 型号
- 小片HXE-3600-ZQ(产能3600片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 3440mmX1540mmX1750mm
- 产能
- 3600(产能更高可以订制多排)
- 平均功耗
- 小于10KW
- 适用片源规格
- 125mm、158mm、166mm、182mm、210mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB选栅
- 焊带规格
- 宽0.6~1.6mm,厚0.08~0.16mm
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 翻转U形拉带机械手前置拉直机构
- 池片盒供应能力
- 4组料盒(每组有3~6个料盒)
- 串焊方式
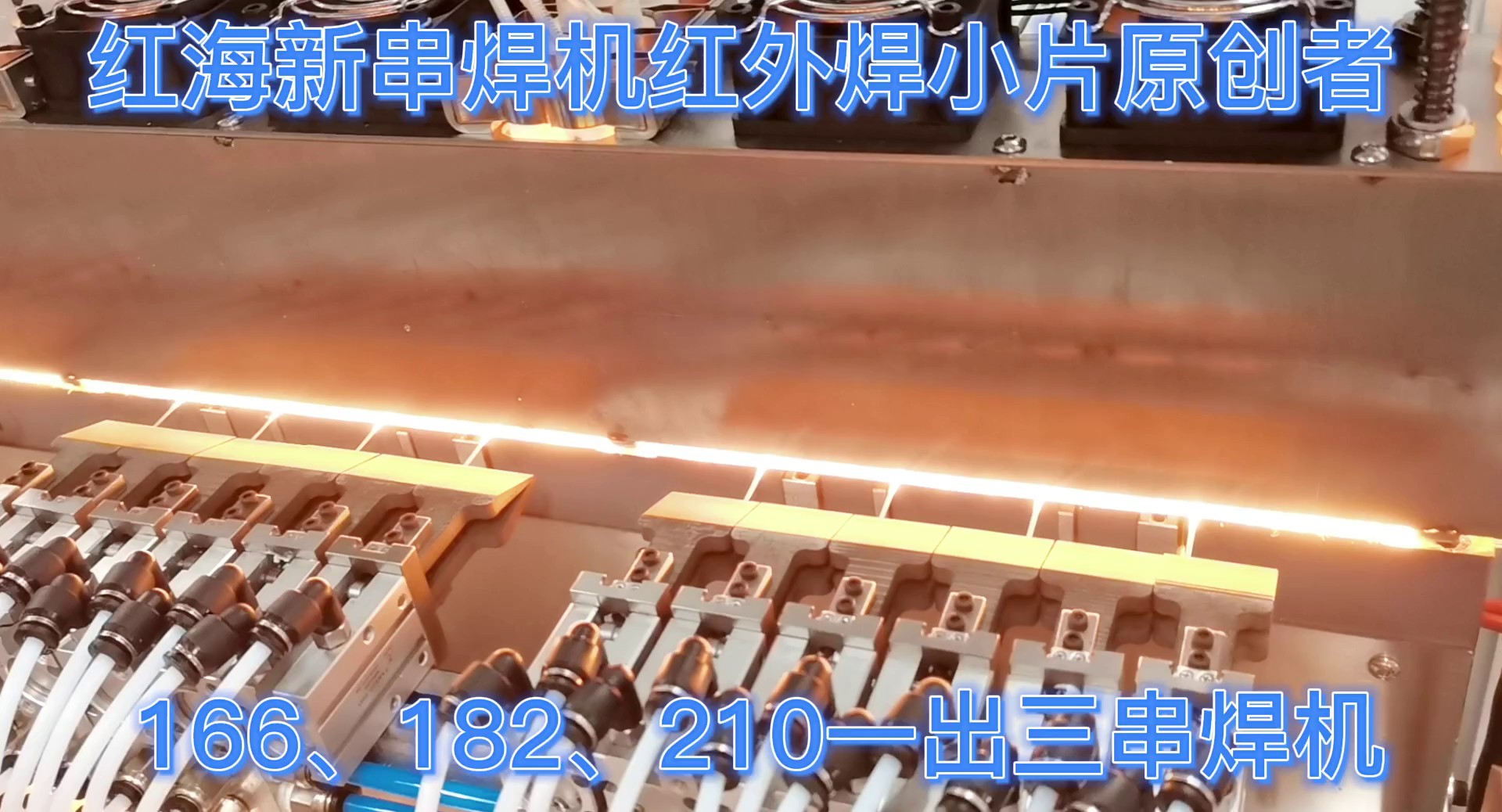
- 红外+压网(伺服马达控制) 灯管寿命>10000小时
- 可焊片宽
- 4~52mm
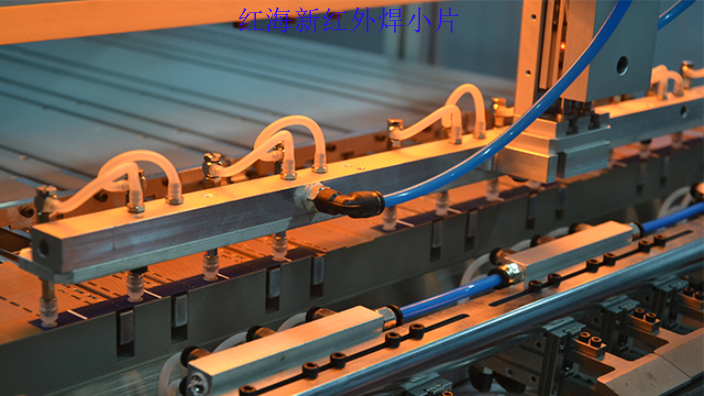
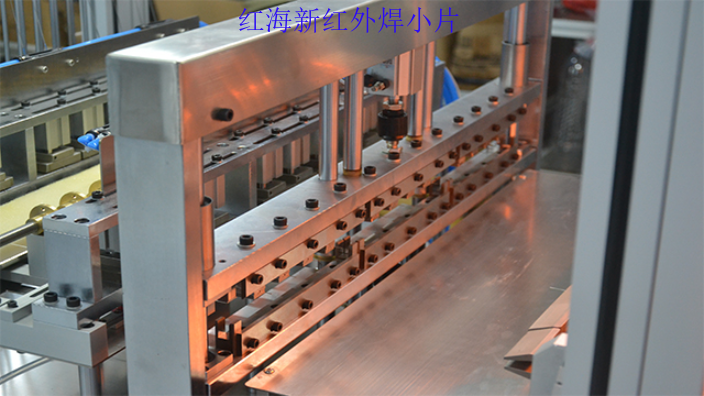
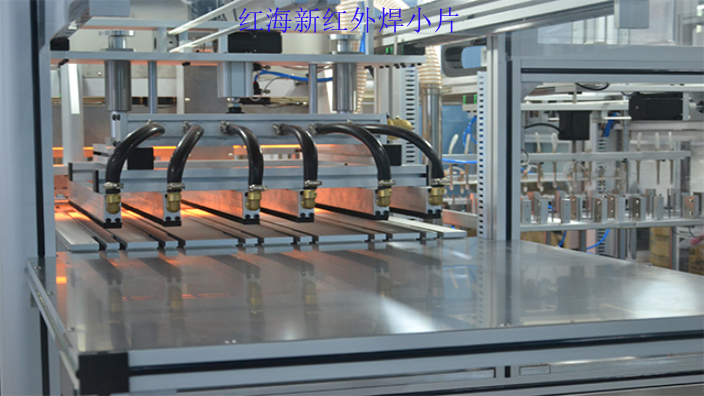
太阳能电池片串焊装置,用于承载太阳能电池片和焊带的焊台以及用于与焊台配合将焊带压紧于太阳能电池片上的焊带压紧机构,焊带压紧机构包括悬设于焊台上方的线架、若干条由线架相应固定和张紧的丝线以及用于驱动线架和焊台两者中的一个相对另一个直线往复移动的驱动模块,丝线位于焊台的上方的部分形成抵压部,焊带压紧机构还包括至少一块与线架相对固定并悬设丝线的上方的限位件,在丝线抵压于焊带上时,限位件抵挡住丝线的抵压部将抵压部分隔为至少两段分别抵压焊带的抵压段。小片红外串焊机具有高效准确的焊接特点。光伏发电板小片串焊机联系方式
小片红外串焊机
小片红外串焊机是一种用于电子元器件的焊接设备,其主要用途是在电子制造过程中对小型元器件进行焊接。小片红外串焊机的主要特点之一是高效性。它采用红外线加热技术,能够快速加热焊接区域,使焊接过程更加高效。相比传统的热风或电阻加热方式,红外线加热具有更快的加热速度和更高的能量利用率,从而提高了焊接效率。小片红外串焊机具有精确性。它采用先进的温度控制系统,能够精确控制焊接区域的温度,从而确保焊接质量的稳定性。此外,小片红外串焊机还配备了高精度的焊接头,能够精确定位焊接位置,确保焊接的准确性和一致性。山西光伏路灯板小片串焊机规格小片红外串焊机是怎样解决丝线在抵压焊带时回弹现象?欢迎咨询!
小片红外串焊机的修正台手动操作功能介绍。“X修正气缸”按键驱动修正对位平台中X方向的气缸电磁阀,驱动该气缸往X方向靠近及远离动作,从而达到电池片到达X方向的基准位置。为接下来的Y方向做准备。“Y修正气缸”按键驱动修正对位平台中Y方向的气缸电磁阀,驱动该气缸往Y方向靠近及远离动作,从而达到电池片到达Y方向的基准位置。达到双向位置。修正台是个整体移动的机构,承接从料盒经过取片机械手到修正台上的电池片,并在修正好后提供取放电池片到焊台的机械手来取的料。“修正台气缸输出”按键是切换“修正台气缸关闭”,驱动修正对位平台前后运动的那个气缸的电磁阀开关(向前就是修正台向远离料盒方向即与焊台同基准的方向,向后就是向料盒方向)。小片红外串焊机取放电池片到焊台的机械手手动功能介绍。放片Y轴寸动的速度可以选择手动速度,其它的位置运动过程是用的自动速度。“放片Y轴取料位”按键是驱动取放电池片到焊台的机械手直接到达取料位,该位置放片气缸可以驱动吸盘下去把修正好的电池片吸住再上来。“放片Y轴放料位”按键是驱动取放电池片到焊台的机械手直接到达放料位,该位置放片气缸可以驱动吸吸盘下去把修正好的电池片卸放到焊台上再上来。
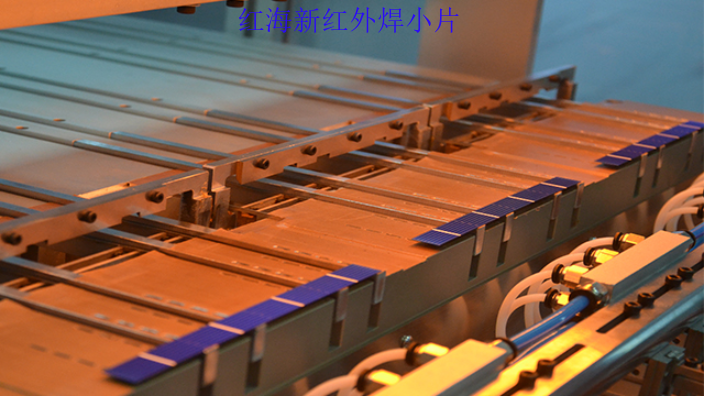
小片红外串焊机的电池片传送前后的机构介绍。传送X轴是驱动出料杆前后运动的那个机构。按其位置分为三个:等待位,传送位,切断位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向左双箭头按键是顺着复位时马达的旋转的反方向的向后也就是往出料方向寸动,向后双箭头按键是向前寸动。”传送X轴等待位“按键是驱动马达旋转直接到等待位(就是复位以后的初始位置),这个位置是传送杆可以向上吸电池片直至凸轮电机上到上位后,传送杆准备向后传送。”传送X轴传送位“按键是驱动马达旋转直接到传送的位置,这个位置是传送杆向后传送一个电池片加一个片缝的距离,是传送杆到了这个位置可以向下把吸住的电池片放在焊台上进行卸放。”传送X轴切断位“按键是驱动马达旋转直接到切断位置,这个位置是传送杆向后传送一个片缝加上相邻两串的电池片之间的距离,是传送杆到了这个位置,可以向下把吸住的电池片放在焊台上进行卸放,并且这个位置是串切断模具可以上下动作对尾带进行一分为二的分离,所以称为切断位。小片红外串焊机具有体积小、效率高的优点,是小型企业的理想选择。
红海新的小片红外串焊机,是一款效率高的焊接设备,专为电子、光伏、汽车、家具等行业设计。其作业速度惊人,长度78MM以下的单栅电池片6片可达3600片/小时。电池片尺寸也可定制,宽度3mm~焊带方向的尺寸,可焊更小尺寸以调机结果为准。电池片破片率小于等于0.03%,焊接温度从室温到400度可调,灯管寿命超过10000小时。此外,该设备的操作方式为PLC触摸屏操作,外形尺寸为长3440mmX宽1540mmX高1800mm,重量为1500KG。红海新的小片红外串焊机,为您提高生产效率、降低成本,创造更多商业机会!如有需求,请随时联系我们,我们将为您提供良好的服务!这款焊接设备具有多种保护措施,能够保证操作安全,是一款值得信赖的焊接设备。湖南单晶光伏板小片串焊机分类
小片红外串焊机红外灯箱包括哪些模块?欢迎咨询!光伏发电板小片串焊机联系方式
红外小片串焊机的取片X轴功能手动介绍:红外小片串焊机的取片X轴是电池片从料盒到修正台时前后运动的机构,按位置分为上料位、取料位1、取料位2和取料位3。通过按键驱动马达旋转,实现不同位置之间的切换。其中,取片X轴取料位1是备选优先料盒1,当上料位料盒缺料或指定用取料位1料盒的料时使用;取片X轴上料位是优先料盒,保证上料位料盒有充足的料供给;取片X轴取料位2是备选优先料盒3,当上料位料盒缺料或取料位1料盒缺料时使用;取片X轴取料位3是备选优先料盒3,当上料位料盒缺料或取料位1、取料位2料盒缺料时使用。此外,通过“真空泵打开”按键切换“真空泵关闭”按键,驱动真空泵的继电器即驱动电源。光伏发电板小片串焊机联系方式
- 贵州小片串焊机工厂 2024-07-03
- 河南红海新小片串焊机焊接原理 2024-07-02
- 四川直销小片串焊机按需定制 2024-07-02
- 陕西俊翔小片串焊机生产原理 2024-07-02
- 湖南二手小片串焊机生产 2024-07-02
- 贵州单晶光伏板小片串焊机规格 2024-07-02
- 福建小片串焊机分类 2024-07-02
- 天津本地小片串焊机生产 2024-07-01
- 河北PET层压板小片串焊机配件 2024-07-01
- 湖北组件小片串焊机市场报价 2024-07-01
- 吉林太阳能板小片串焊机厂家 2024-07-01
- 折叠包太阳能板小片串焊机预算 2024-06-28