- 品牌
- 方鼎
- 型号
- 齐全
- 适用对象
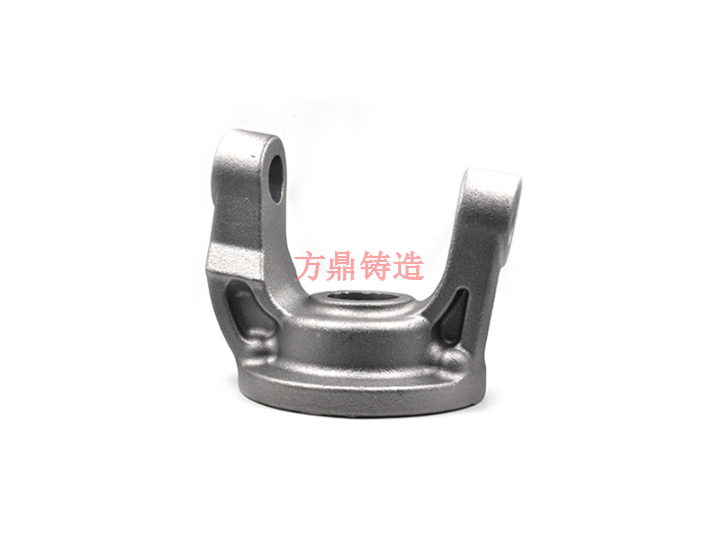
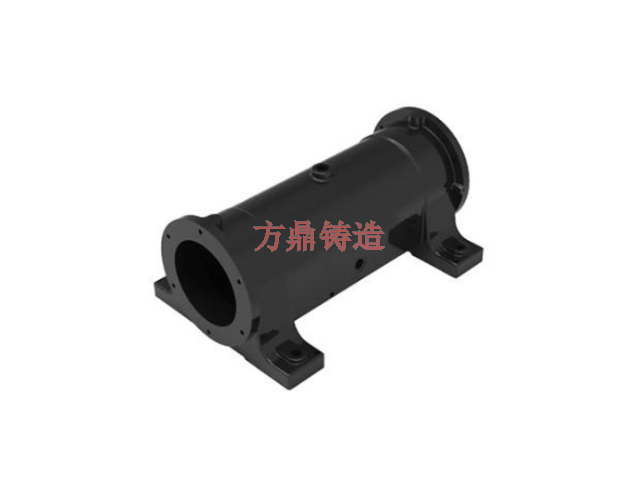
- 田园管理机,开沟机,耕整机,播种机,收割机,犁
- 加工定制
- 是
- 材质
- 合金钢 碳素钢 不锈钢系列
- 面向地区
- 全国
- 产品类型
- 全新
- 配件类型
- 插秧机配件,通用配件,微耕机配件,收割机配件,割灌机配件,农用车配件,拖拉机配件,柴油机配件,割草机配件
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
南通方鼎精密铸造有限公司采用熔模精密铸造,是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,将铸型放入焙烧炉中经过高温焙烧,铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。方鼎铸造的熔模精密铸造获得的产品精密、复杂,接近于零件形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺,是铸造行业中一项优异的工艺技术,。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其他铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。南通方鼎精密铸造有限公司为您提供精密铸造,欢迎您的来电哦!扬州轨道交通配件精密铸造厂家排名

中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造工艺名称精密铸造熔模铸造又称"失蜡铸造"。熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。由于采用蜡质材料来制造,故常将熔模铸造称为“失蜡铸造”。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行技改,采用全自动射蜡机,制壳焙烧流线线生产,节省的人力,有效控制技术质量参数,缩短了铸造流程时间。盐城阀体精密铸造有限公司精密铸造,就选南通方鼎精密铸造有限公司,让您满意,有想法可以来我司!

当然,砂型铸造生产的铸件精度、表面光洁度、材质的密度和金相组织、机械性能等方面往往较差,所以当铸件的这些性能要求更高时,应该采用其它铸造方法,例如方鼎铸造厂采用熔模(失蜡)铸造生产碳素钢不锈钢合金钢的铸钢零件,精密铸造有硅溶胶和水玻璃两种粘结剂,表面光洁度分别达到Ra3.2-6.3Ra6.3-12.5尺寸精度ISO8062CT4-6CT6-8。NangtongFoundingPrecisionCastingCO.,LTD,furnacemeltingprocess,waterglasslostwaxcastingprocess,silicasolinvestmentcastingprocessandsilicasol-waterglasscompositeinvestmentcastingprocess.
可用熔模铸造法生产的合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金、永磁合金、轴承合金、铜合金、铝合金、钛合金和球墨铸铁等。熔模铸件的形状一般都比较复杂,铸件上可铸出孔的小直径可达0.5mm,铸件的小壁厚为0.3mm。在生产中可将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,以节省加工工时和金属材料的消耗,使零件结构更为合理。熔模铸件的重量大多为零到几十牛(从几克到十几千克,一般不超过35千克)。熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。南通方鼎精密铸造有限公司为您提供精密铸造,有想法的不要错过哦!

中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,熔模精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,将铸型放入焙烧炉中经过高温焙烧,铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。南通方鼎精密铸造有限公司精密铸造获得众多用户的认可。宁夏硅溶胶精密铸造供应商
南通方鼎精密铸造有限公司为您提供精密铸造,有想法可以来我司!扬州轨道交通配件精密铸造厂家排名
一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。扬州轨道交通配件精密铸造厂家排名

方鼎铸造公司是服务于全球的精密零部件制造商。我们的主要服务领域有医疗器械、汽车精密零部件、门控锁具、通信装备,轨道交通,3C电子等主要行业。我们定位于成为市场的可靠合作伙伴,为各子行业的企业提供可信赖的服务是我们的追求和承诺。精密铸造的专业生产厂家,专注终端产品国内熔模铸造的专业自动化专业生产基地,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,始于2005年,为全球客户提供金属成型加工的整体解决方案和一站式服务碳钢材质合金钢材质不锈钢材质灰铁材质球铁材质水玻璃铸造低温蜡硅溶胶铸造消失模铸造壳型铸造覆膜砂铸造一家能为客户定制生产多种加工工艺的金属零部...
- 扬州碳素钢精密铸造公司排名 2024-08-27
- 连云港精密铸造供应商 2024-08-27
- 陕西合金钢精密铸造铸钢 2024-08-27
- 四川合金钢精密铸造规模 2024-08-25
- 扬州不锈钢精密铸造件 2024-08-25
- 常州钢精密铸造件 2024-08-24
- 安徽合金钢精密铸造厂 2024-08-23
- 扬州钢精密铸造厂 2024-08-23
- 北京阀体精密铸造多年行业经验 2024-08-23
- 南京铸钢精密铸造联系方式 2024-08-23



- 青海硅溶胶精密铸造厂 2024-08-20
- 上海阀体精密铸造源头厂家 2024-08-20
- 盐城合金钢精密铸造铸钢 2024-08-17
- 宿迁钢精密铸造联系方式 2024-08-15
- 青海不锈钢精密铸造源头厂家 2024-08-15
- 青海铸铁精密铸造规模 2024-08-08




- 上海农机铸件公司排名 09-23
- 山西水玻璃铸件厂家排名 09-23
- 甘肃卡车铸件流水线 09-23
- 安徽机械铸件厂家推荐 09-23
- 浙江汽车铸件有限公司 09-22
- 上海阀体铸件多年行业经验 09-22
- 浙江卡车铸件来图 09-22
- 陕西五金配件铸件 09-22
- 青海阀体铸件源头厂家 09-21
- 宁夏水玻璃铸件定制 09-21