侧铣头确实需要专门的夹具进行固定。侧铣头在加工过程中需要保持稳定性和精度,因此选择合适的夹具并将其固定在铣床上是非常重要的。夹具的选择应根据侧铣头的型号、尺寸、形状和加工方式来决定,以确保其具有足够的刚性和精密度。将侧铣头插入夹具后,需要调整其位置和角度,使其与工件表面相切,并确保侧铣头与铣床水平。...
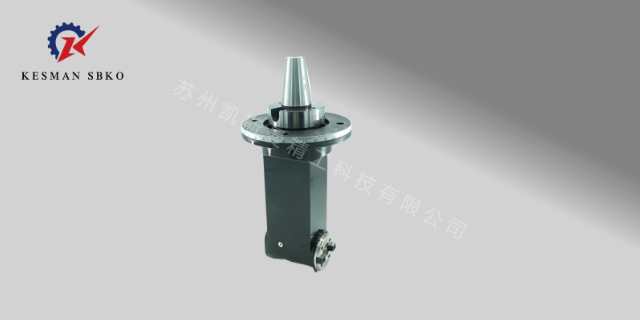
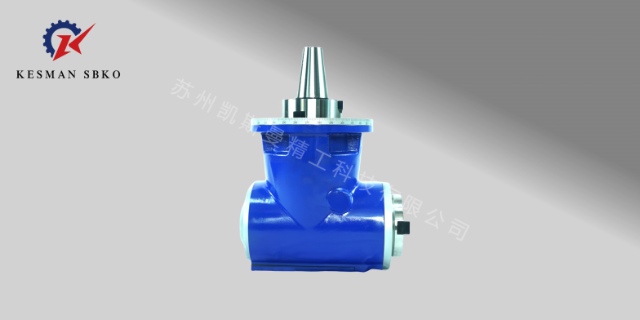
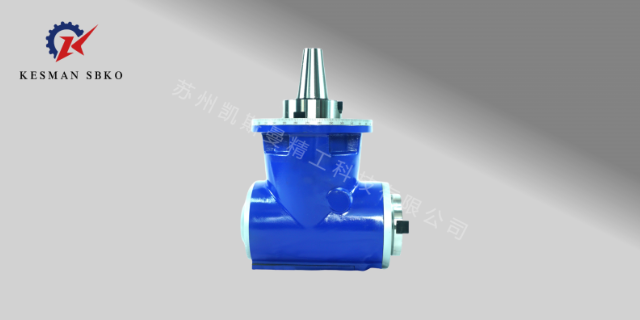
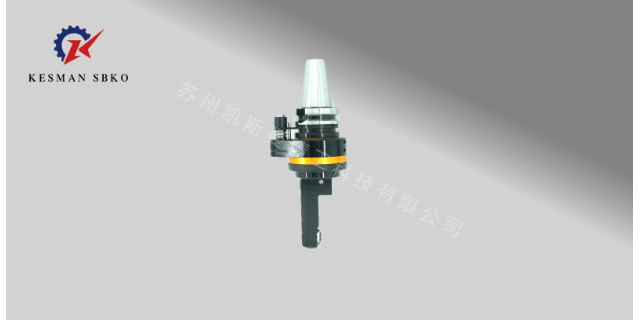
侧铣头基本参数
- 品牌
- 苏州凯斯曼精工科技有限公司
- 型号
- 齐全
- 适用机床
- 车床,加工中心,木工机床,镗床,铣床,钻床,磨床,组合机床
- 结构类型
- 整体式
- 材质
- 合金
- 是否涂层
- 涂层
- 提供加工定制
- 是
- 样品或现货
- 现货
- 是否标准件
- 非标准件
- 是否库存
- 是
- 是否批发
- 批发
- 厂家
- 凯斯曼精工
侧铣头企业商机
侧铣头能够实现多面同时加工。它安装在机床上,其刀具旋转中心线与主轴旋转中心线会形成一个角度,这样的设计使得侧铣头能够加工工件的不同面。在一次装夹中,通过调整侧铣头的角度和位置,可以完成多个面的加工,无需多次重新装夹工件,从而提高了加工效率和精度。因此,侧铣头在航空、汽车、模具等机械加工领域中得到了普遍的应用,尤其在处理复杂工件和需要高精度加工的场合中表现突出。通过使用侧铣头,可以明显减少工件的重复装夹次数,提高产品的加工精度和效率。但请注意,具体的加工能力和效果还取决于机床的性能、工件的形状和尺寸以及加工要求等因素。因此,在选择和使用侧铣头时,需要根据实际情况进行综合考虑和合理搭配。侧铣头的使用寿命与操作人员的技能水平密切相关。济南侧铣头型号
侧铣头的进给速度调整是机械加工过程中的关键步骤,它直接影响到加工效率和工件质量。以下是一些关于如何调整侧铣头进给速度的建议:理解进给速度的概念:进给速度是指每分钟切削进给量,即刀具在加工过程中相对于工件的运动速度。合理的进给速度选择对于保证加工质量和提高生产效率至关重要。参考机床和刀具的推荐值:不同的机床和刀具对于进给速度的要求需要有所不同。因此,在调整进给速度时,应参考机床和刀具的说明书或推荐值,确保选择的进给速度在合适的范围内。考虑工件材料和加工要求:工件材料的硬度、切削力以及加工精度要求等因素都会影响进给速度的选择。较硬的材料需要需要较低的进给速度,而精度要求较高的加工也需要谨慎选择进给速度。逐步调整并观察加工效果:在调整进给速度时,建议采用逐步调整的方法,每次调整一小部分,并观察加工效果。如果加工质量不稳定或生产效率下降,可以适当调整进给速度,直到找到较好的加工参数。马鞍山cnc侧铣头加工侧铣头的刀具更换方便快捷,提高了工作效率。

侧铣头在加工曲面时具有明显的优势,这些优势主要体现在以下几个方面:首先,侧铣头具备高精度加工的能力。其设计特性和制造工艺确保了它在加工曲面时能够实现微米级甚至更高级别的精度。这使得侧铣头在加工复杂曲面时能够保持极高的加工质量,满足高精度加工的需求。其次,侧铣头具有出色的灵活性。其主轴可以旋转,适应不同角度的斜面或曲面加工。这种灵活性使得侧铣头能够轻松应对各种曲面加工需求,无论是平面、斜面还是复杂曲面,都能实现高效、精确的加工。此外,侧铣头具有高效性。由于其切削性能优异,可以在短时间内完成大量加工任务。这很大程度提高了生产效率,降低了生产成本。同时,侧铣头的宽行加工能力和均匀的加工余量也进一步提升了加工效率。
评估侧铣头与机床的匹配性是一个关键步骤,它涉及到多个方面以确保高效、稳定的加工操作。以下是一些建议来评估这种匹配性:1. 接口兼容性:检查侧铣头的接口是否与机床的主轴或其他连接部件相匹配。确保连接部件的精度和稳定性,以防止振动或松动。2. 刚性匹配:侧铣头和机床之间的刚性匹配对于加工精度至关重要。评估机床的整体刚性,特别是主轴和连接部件的刚性。考虑到加工过程中需要产生的切削力,确保侧铣头和机床能够共同承受这些力而不产生过多的变形。3. 功率与扭矩匹配:分析机床的功率和扭矩输出,确保它们能够满足侧铣头在加工过程中的需求。特别注意高负载或高切削速度下的功率和扭矩要求。侧铣头具有高度的灵活性,可适应多种加工场景。
侧铣头的精度检测和调整是确保加工质量和提高生产效率的关键步骤。以下是关于侧铣头精度检测和调整的一些建议:精度检测:使用测量工具:利用多功能角度尺、游标卡尺、测高仪等测量工具对侧铣头的关键部位和参数进行精确测量。这包括切削角度、前角、后角以及安装位置等。检查切削效果:观察加工后的工件表面质量,如粗糙度、尺寸精度等,以间接评估侧铣头的精度。进行切削试验:通过切削试验,观察侧铣头的稳定性和切削力变化,以进一步判断其精度状况。精度调整:调整切削角度:使用角度尺和角度盘等工具,按照所需的切削角度对侧铣头进行调整。确保调整过程中侧铣头安装在夹头上不会移动,以保证调整的精度。调整前角和后角:通过加工一段直线,观察磨痕并测量前角和后角的差值,然后使用角向刻度盘进行调整,直至达到标准值。固定侧铣头:在调整好角度后,使用螺钉或钳子等工具将侧铣头固定好,以防止在加工过程中产生位移或摇晃。侧铣头的选用需根据具体的加工需求来确定。济南侧铣头型号
侧铣头的操作面板具有人性化设计,使操作更加简单方便。济南侧铣头型号
侧铣头在切削过程中出现不平稳的情况,需要由多种因素导致。以下是一些常见的原因:刀具磨损:长时间的使用或不当的维护需要导致侧铣头刀具出现磨损,降低其锋利度。磨损的刀具在切削时需要无法保持稳定的切削力,从而导致切削不平稳。切削参数设置不当:切削速度、进给速度、切削深度等切削参数的设置对切削平稳性有着重要影响。如果参数设置不合理,如切削速度过快或过慢,进给量过大或过小,都需要导致切削力不稳定,进而造成切削不平稳。工件或刀具的不平衡:工件或刀具的安装如果不平衡,需要会在切削过程中产生振动,这种振动会直接影响切削的平稳性。机床精度问题:机床本身的精度问题,如主轴的跳动、导轨的精度等,也需要导致侧铣头在切削过程中出现不平稳的情况。济南侧铣头型号
与侧铣头相关的文章
沧州铣床侧铣头供应商
- 北京双向侧铣头哪家好 2024-06-16
- 北京国产侧铣头市场报价 2024-06-15
- 重庆龙门侧铣头市场报价 2024-06-15
- 长沙双向侧铣头怎么用 2024-06-14
- 常州万向侧铣头哪家好 2024-06-14
- 潍坊万向侧铣头型号 2024-06-13
- 沧州cnc侧铣头去哪买 2024-06-13
- 郑州双向侧铣头 2024-06-12
- 沈阳非标侧铣头供应商 2024-06-11
- 天津迷你侧铣头源头厂家 2024-06-11
- 廊坊龙门侧铣头源头厂家 2024-06-10
- 无锡数控侧铣头哪家好 2024-06-10
与侧铣头相关的产品

与侧铣头相关的新闻
-
合肥cnc侧铣头促销价 2024-06-08 03:26:48侧铣头在加工过程中的能耗是一个复杂的问题,涉及多个因素的综合影响。以下是对侧铣头加工过程中能耗的一些分析:首先,侧铣头的能耗与其功率消耗直接相关。功率消耗取决于侧铣头的类型、规格以及工作负载。一般来说,侧铣头的功率越大,其能耗也就越高。因此,在选择侧铣头时,应根据实际加工需求,选择功率适中、效率高的...
-
沧州手动侧铣头怎么用 2024-06-08 10:30:24评估侧铣头与机床的匹配性是一个关键步骤,它涉及到多个方面以确保高效、稳定的加工操作。以下是一些建议来评估这种匹配性:1. 接口兼容性:检查侧铣头的接口是否与机床的主轴或其他连接部件相匹配。确保连接部件的精度和稳定性,以防止振动或松动。2. 刚性匹配:侧铣头和机床之间的刚性匹配对于加工精度至关重要。评...
-
常州cnc侧铣头哪家好 2024-06-07 21:14:05侧铣头的进给速度调整是机械加工过程中的关键步骤,它直接影响到加工效率和工件质量。以下是一些关于如何调整侧铣头进给速度的建议:理解进给速度的概念:进给速度是指每分钟切削进给量,即刀具在加工过程中相对于工件的运动速度。合理的进给速度选择对于保证加工质量和提高生产效率至关重要。参考机床和刀具的推荐值:不同...
-
广州龙门侧铣头市场报价 2024-06-07 07:53:19侧铣头的自动化程度取决于其设计和所集成的技术。现代数控侧铣头以其高精度、高效率和自动化特点在各个领域得到了普遍应用。它们通过自动调整工艺参数、自动换刀、自动校正等功能,实现了加工过程的全自动化。此外,通过与其他设备的联动,还能进一步提高生产效率和精度。具体来说,一些先进的侧铣头技术,如C轴自动转位机...
与侧铣头相关的问题
新闻资讯
产品推荐
-
重庆龙门侧铣头市场报价
2024-06-15 -

沈阳加长直角铣头去哪买
2024-06-15 -

长沙机床角度头价格
2024-06-15 -
长沙双向侧铣头怎么用
2024-06-14 -

无锡小型直角铣头怎么安装
2024-06-14 -

常州万向侧铣头哪家好
2024-06-14 -

西安镗床直角铣头源头厂家
2024-06-14 -
郑州数控角度头批发厂家
2024-06-14 -
潍坊万向侧铣头型号
2024-06-13