
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
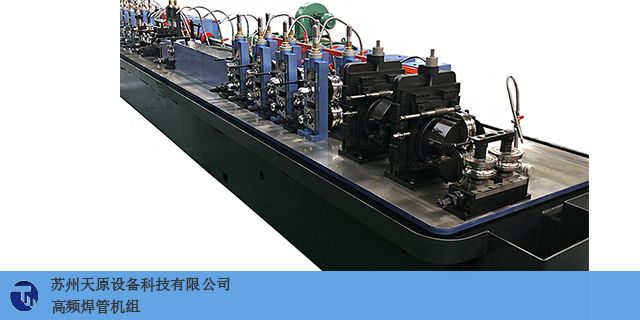
焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。什么行业要用到焊管机组?天津制造焊管机组产品介绍
焊管机组
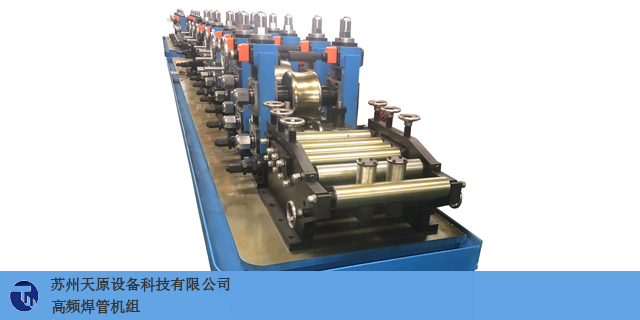
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内山东机械焊管机组保养焊管机组要注意这些常见的问题!
由此产生的摩擦力无法与实腹轧制相提并论。该特点要求,定径平辊的线速度必须比成型平辊的略快,这样才能获取定径工艺所需要的更多摩擦力。(4)主动轧制与被动轧制并存。定径平辊在轧制中除了减径变形之外,另一个重要功能是提供焊管运行的驱动力,而定径立辊施力则阻碍焊管运行。这一特点要求,在进行定径平、立辊调整时,不能*关心尺寸调整,还必须兼顾平辊轧制力与立辊轧制力的调整,确保平辊轧制力大于立辊轧制力,这是调整定径平、立辊时必须遵循的一条基本原则。(5)定径平辊孔型比较大轧制力与比较大线速度相悖。以定径圆孔型为例,在正常生产过程中,要注意防止圆管上下和水平两个方向的尺寸超上差。(6)小孔型接纳大焊管。根据定径工艺与定径原理,进入下一道定径辊孔型之前的焊管几何尺寸总是大于该道孔型尺寸。实际操作中,为了避免焊管进入孔型时与孔型比较大线速度A、B发生摩擦,总是将与之对应的焊管部位尺寸调整成略小于孔型尺寸。这种理论设计圆孔型与实际将焊管调整为椭圆的矛盾,直接导致两个不利后果:一是增大前道孔型边缘与焊管的摩擦力,加速孔型边缘磨损;二是在焊管面上、对应于孔型边缘的部位易产生压伤。尽管这种磨损与压伤有时较轻微。
焊管机组还得了解相关的技术,比如高频焊。它的定义,高频焊(high-frequencywelding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专门设备。生产率高,焊接速度可达30m/分钟。主要用于制造管子时纵缝或螺旋缝的焊接焊管机组有哪些设备组成?
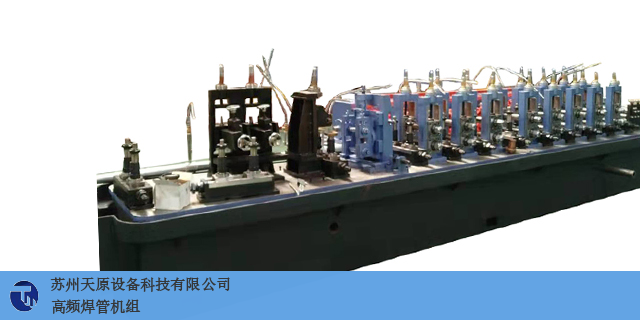
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。一般生产焊管机组的厂家也生产高频焊管机组。湖北销售焊管机组出厂价格
什么,焊管机组还有这些分类!天津制造焊管机组产品介绍
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。天津制造焊管机组产品介绍

高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。使用过程中,焊管机组要注意哪些问题?湖北好的焊管机组直销价格焊管机组高频焊管:高...
- 江苏销售焊管机组规格 2024-05-21
- 安徽销售焊管机组诚信为本 2024-05-21
- 陕西性能优良焊管机组直销价格 2024-05-21
- 黑龙江直销焊管机组铸造辉煌 2024-05-21
- 河南机械焊管机组性能 2024-05-21
- 山东先进焊管机组检查 2024-05-21
- 吉林品质焊管机组价格合理 2024-05-21
- 品质焊管机组客户至上 2024-05-21
- 河南正规焊管机组铸造辉煌 2024-05-21
- 黑龙江焊管机组厂家价格 2024-05-21



- 山东正规焊管机组产品介绍 2024-05-20
- 山西正规焊管机组诚信为本 2024-05-20
- 制造焊管机组厂家直销 2024-05-20
- 上海自动化焊管机组厂家供应 2024-05-20
- 先进焊管机组 2024-05-20
- 山西品质焊管机组 2024-05-20






- 重庆工业不锈钢焊管机直销价格 06-02
- 工业制管设备制造商 06-01
- 江苏多功能制管设备生产商 06-01
- 内蒙古镀锌制管设备 06-01
- 镀锌圆管制管设备 06-01
- 制管设备定制价格 06-01
- 高频制管设备生产厂家 06-01
- 天津高频制管设备 06-01
- 辽宁制管设备生产厂家 06-01
- 山东全新制管设备 06-01