
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
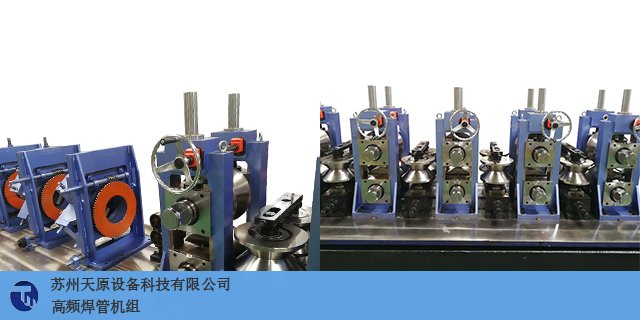
焊管机组是焊管生产线的long头设备,机组的正常运行对于提高生产效率增长经济效益,保障产品质量等,都起到了至关重要的作用。所以焊管机组的调整,以及故障的准确判断和及时处理就显得尤为重要。下面我们着重从以上两个方面加以探讨。我们这里所说的调整是指孔型安装时的调试工作,只要管坯能够在机组里正常平稳地运行,生产出合格的产品来,就可以说完成了调整任务.在以后的生产中,所进行的一系列调整应该归纳到故障处理中。就焊管机组调整而育应分为几个步骤进行。焊管机组的零件组成有这些!天津焊管机组检查
焊管机组
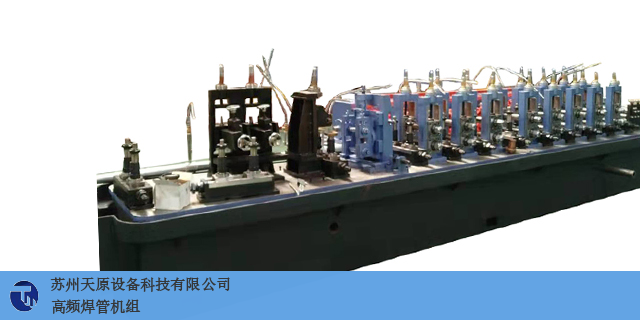
焊管机组轧制线平时隐性存在的这条线主要表现在以下方面:1.从焊管机组侧面看,它叫做“轧制底线”,是所有下平辊孔型喉径和所有立辊孔型完整弧线外缘点的安装基准,要求全部平辊孔型喉径点和全部立辊完整孔型外缘点的连线必须与轧制底线重合。轧制底线具有只有性与多样性特点。只有性是针对每一次具体换辊及其生产周期,它是只有的校调基准;多样性则是指轧制底线具有“水平”、“上山”、“下山”、“直线”与“曲线”等不同形制。轧制底线不同,对成型管坯边缘纵向延伸量的多少与性质会产生重要影响。2.从焊管机组上面看,它叫“轧制中线”,是所有轧辊孔型及前后配套设备的对称线,其对焊管线所有主机辅机设备的联动性及正常生产运行及其重要。当采用水平轧制底线时,轧制中线的投影与之重合。由此可见,轧制底线与轧制中线的关系为:轧制底线可以当成轧制中线使用,这也是在日常换辊操作中,只拉轧制底线而不用拉轧制中线的缘故。性能优良焊管机组厂家供应哪些企业和厂家生产焊管机组?

高频焊管实际生产中会产生一些缺陷,有时不会是一种原因造成的,通常是多种因素综合作用而产生的。焊接缺陷的产生也会由焊接区域以外的其他原因造成,因此,对缺陷应综合考虑多方因素,细致的分析原因解决问题。夹杂物夹杂物缺陷的形成机理为金属氧化物没有随熔融的金属挤出而被夹在了焊接熔合面上而形成的一种缺陷。这些金属氧化物通常是在V角熔融的金属表面形成的,当带钢边缘接近速度小于熔化速度,熔化速度高于熔融金属排出速度的时候,会在V型口的顶点形成一个含有熔融金属和金属氧化物的夹杂带,金属氧化物经正常挤压不能完全排出,洁净的金属溶液面在锻焊过程中掺杂这些金属氧化物而形成缺陷。此类缺陷会导致焊缝压扁后开裂,在焊缝断口会看到夹杂物,这类缺陷呈现形式不同,有时会单个出现,有时会呈链状出现。夹杂物缺陷预防措施:(1)V形角严格控制在4~6(2)机组调整确保稳定的开口角长度(3)带钢化学成分中Mn/Si比大于8:1(4)减少焊接区域氧化预弧这类缺陷实际是预弧造成的熔合不足,通常是带钢边缘毛刺或或氧化皮、铁锈掉落在V角顶点前形成过桥,造成短路引起电流跳动产生预弧现象,短路电流改变了电流方向降低了V角处的热量。瞬时分流产生的缺陷。
焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。苏州哪个焊管机组厂家好?
除了趋肤效应,邻近效应是电流的另一个特征,当大小相等,方向相反的交流电通过两个相邻的导体时,电流会流过两个导体相邻的内侧表面层,而当两导体通过大小相等,方向相同的交流电时,电流会流过两个导体的外侧表面层,电流的邻近效应使得导体中的电流进一步不均匀,正是这种不均匀成就了高频焊管。邻近效应强弱与以下三个因素有关:1.距离两个导体之间的相邻距离越近,邻近效应越强,特别是当两个导体之间的距离接近或趋于零时,导体中的电流几乎都汇聚到相邻层,使相邻表面上的电流急剧增加,导致相邻表面发热,例如汇聚到挤压点位置,对于高频焊管工艺的制定具有重要意义,越靠近开口的V角顶点,带钢两边缘的距离越近,因此邻近效应越强,带钢边缘温度越高,直到接近金属的熔点,并在随后挤压辊的挤压力作用下实现焊合,因此,邻近效应要求焊管工艺需要注意V形开口的尺寸,这与焊合热量、速度和质量有关。2.比值,邻近效应强弱与导体尺寸厚度的一半和电流浸透度之比关系密切,比值越大,邻近效应越强,相反,比值越小,邻近效应越弱,可参见公式:比值=导体厚度/2浸透度。3.频率,电流频率越高,基于趋肤效应基础上的邻近效应越强。焊管机组的现代化应用范围。江苏销售焊管机组出厂价格
焊管机组的使用注意说明。天津焊管机组检查
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。天津焊管机组检查

高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。使用过程中,焊管机组要注意哪些问题?湖北好的焊管机组直销价格焊管机组高频焊管:高...
- 江苏销售焊管机组规格 2024-05-21
- 安徽销售焊管机组诚信为本 2024-05-21
- 陕西性能优良焊管机组直销价格 2024-05-21
- 黑龙江直销焊管机组铸造辉煌 2024-05-21
- 河南机械焊管机组性能 2024-05-21
- 山东先进焊管机组检查 2024-05-21
- 吉林品质焊管机组价格合理 2024-05-21
- 品质焊管机组客户至上 2024-05-21
- 河南正规焊管机组铸造辉煌 2024-05-21
- 黑龙江焊管机组厂家价格 2024-05-21



- 山东正规焊管机组产品介绍 2024-05-20
- 山西正规焊管机组诚信为本 2024-05-20
- 制造焊管机组厂家直销 2024-05-20
- 上海自动化焊管机组厂家供应 2024-05-20
- 先进焊管机组 2024-05-20
- 山西品质焊管机组 2024-05-20






- 江西自动不锈钢焊管机设备价钱 06-04
- 重庆自动不锈钢焊管机推荐厂家 06-04
- 湖南自动不锈钢焊管机是什么 06-04
- 湖北不锈钢焊管机价格 06-04
- 山东工业不锈钢焊管机厂家供应 06-04
- 湖南工程不锈钢焊管机工厂直销 06-04
- 吉林工程不锈钢焊管机什么价格 06-04
- 山西制造不锈钢焊管机厂家报价 06-04
- 上海直销不锈钢焊管机工厂直销 06-04
- 江苏直销不锈钢焊管机直销价格 06-04