
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
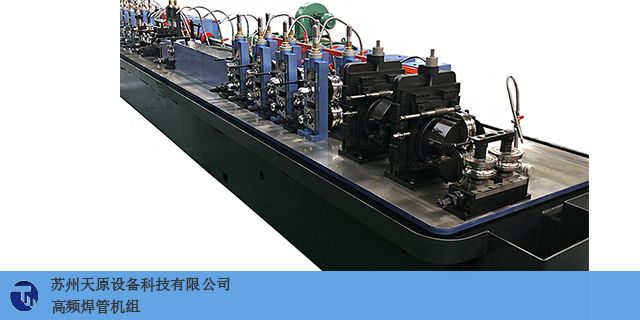
焊管机组的操作人员必须具备一定的专业知识和技能。因为焊管机组的操作涉及到高温、高压和强电等危险因素,操作人员必须严格按照操作规程进行操作,防止事故的发生。在进行焊接作业时,必须戴上防护眼镜、手套和红外线防护面具等个人防护装备,确保自身安全。操作人员还需要熟悉焊管机组的工作原理和操作步骤,熟练掌握焊接技术,以确保焊接质量和工作效率。在操作过程中,要时刻关注设备的运行状态,及时发现并处理异常情况,避免事故的发生。你知道吗,焊管机组的轧压线工作原理!辽宁先进焊管机组厂家供应
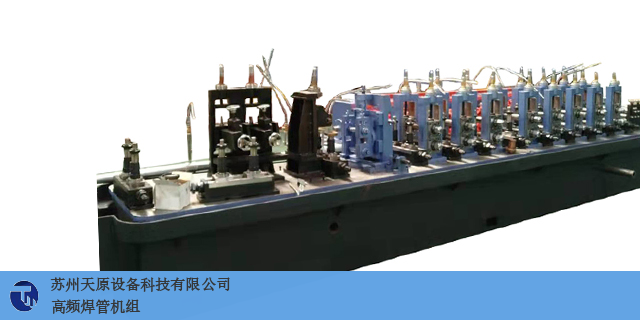
焊管机组
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在最高温度下不受挤压,从而降低焊接质量,增加功耗。实际生产经验表明,导向辊的纵向位置可以调整开角,通常变化在2°~6°之间。在导辊不能纵向调整的情况下,可以利用导圈厚度或闭合孔型来调节开角。安徽焊管机组出厂价格焊管机组有哪些具体的分类?
直缝高频焊管具有工艺简单,连续生产的特点,应用于民用建筑、石化,轻工等部门,多用于输送低压流体或做成工程构件及轻工产品,高频焊管的知识要点有哪些呢,下面给大家介绍一下。开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊和质量有很大影响,当减小开口角时,边缘之间的距离也减小,从而邻近效应增强,在其他条件相同的情况下,可以增加边缘的加热温度,从而增加焊和速度,开口角如果过小时,从汇合点到挤压辊中间线的距离会变长,从而导致边缘不是在高温度下受到挤压,这将降低焊和质量并增加功耗。实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化,当导向辊不能纵向调节时,可以通过使用导向环的厚度或压下封闭孔型来调整开口角的大小。感应器的放置位置对焊和质量有很大影响,当远离挤压辊中间线时,加热时间长,热影响区宽,降低了焊和强度。相反,边缘加热不足也会降低焊和强度,感应器应与管同心放置,其前端与挤压辊中间线之间的距离约等于或小于管道直径。阻抗器(磁棒)的放置位置不但对焊和速度有很大影响,而且对质量也有很大影响,实践证明阻抗器前端位置正好在挤压辊中间线处时。
从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管和直缝钢管都是焊接钢管的一种,它们在国民生产建设中应用较广,螺旋钢管和直缝钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下螺旋钢管和直缝钢管的区别。直缝钢管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。而且。江苏这些企业有焊管机组的使用需求。

与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。焊管机组与焊管的区别?江西制造焊管机组调试
这些企业会采购焊管机组!辽宁先进焊管机组厂家供应
高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在实际应用中,应根据不同的规格获得合适的焊接压力。由于管坯宽度和厚度的可能公差,以及焊接温度和焊接速度的波动,可能涉及焊接挤压压力的变化。焊接挤压量一般通过调整挤压辊之间的距离来控制,也可以通过挤压辊前后的管径来控制。2.焊接速度焊接速度也是焊接过程中的主要参数之一,它与加热系统、焊缝变形速度和相互结晶速率有关。高频焊接时,焊接质量随着焊接速度的加快而提高,这是因为加热时间的缩短了边缘加热区的宽度。辽宁先进焊管机组厂家供应

高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。使用过程中,焊管机组要注意哪些问题?湖北好的焊管机组直销价格焊管机组高频焊管:高...
- 江苏销售焊管机组规格 2024-05-21
- 安徽销售焊管机组诚信为本 2024-05-21
- 陕西性能优良焊管机组直销价格 2024-05-21
- 黑龙江直销焊管机组铸造辉煌 2024-05-21
- 河南机械焊管机组性能 2024-05-21
- 山东先进焊管机组检查 2024-05-21
- 吉林品质焊管机组价格合理 2024-05-21
- 品质焊管机组客户至上 2024-05-21
- 河南正规焊管机组铸造辉煌 2024-05-21
- 黑龙江焊管机组厂家价格 2024-05-21



- 山东正规焊管机组产品介绍 2024-05-20
- 山西正规焊管机组诚信为本 2024-05-20
- 制造焊管机组厂家直销 2024-05-20
- 上海自动化焊管机组厂家供应 2024-05-20
- 先进焊管机组 2024-05-20
- 山西品质焊管机组 2024-05-20






- 江西自动不锈钢焊管机设备价钱 06-04
- 重庆自动不锈钢焊管机推荐厂家 06-04
- 湖南自动不锈钢焊管机是什么 06-04
- 湖北不锈钢焊管机价格 06-04
- 山东工业不锈钢焊管机厂家供应 06-04
- 湖南工程不锈钢焊管机工厂直销 06-04
- 吉林工程不锈钢焊管机什么价格 06-04
- 山西制造不锈钢焊管机厂家报价 06-04
- 上海直销不锈钢焊管机工厂直销 06-04
- 江苏直销不锈钢焊管机直销价格 06-04