
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。焊管机组的工作特点是什么?河南销售焊管机组市场
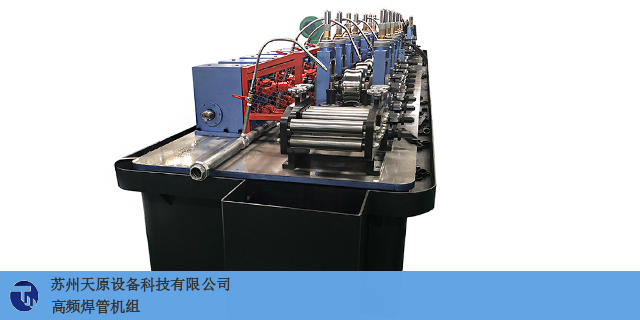
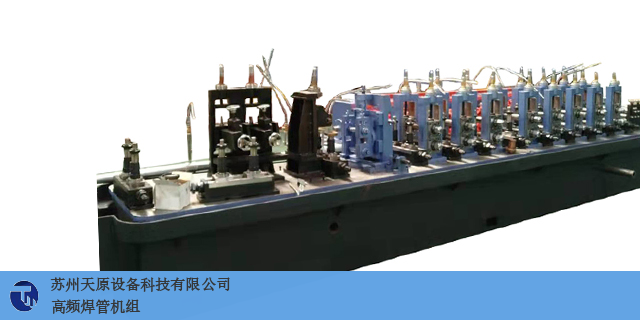
焊管机组
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果间隙较大,邻近效应会减少,涡旋热将不够,焊和的晶体无法很好的熔合,造成不熔合或裂开,如果间隙小,邻近效应将上升,电焊的焊和热值过大,导致焊缝引燃,或是焊缝挤压成型冷轧产生凹坑,影响焊缝的工艺性能,精轧管的2个边沿加温到电焊焊和温度后,在挤压辊的挤压下,产生相互的金属材料颗粒物互相渗入结晶体,形成牢固的焊和,如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。安徽机械焊管机组产品介绍焊管机组有哪些设备组成?
高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在实际应用中,应根据不同的规格获得合适的焊接压力。由于管坯宽度和厚度的可能公差,以及焊接温度和焊接速度的波动,可能涉及焊接挤压压力的变化。焊接挤压量一般通过调整挤压辊之间的距离来控制,也可以通过挤压辊前后的管径来控制。2.焊接速度焊接速度也是焊接过程中的主要参数之一,它与加热系统、焊缝变形速度和相互结晶速率有关。高频焊接时,焊接质量随着焊接速度的加快而提高,这是因为加热时间的缩短了边缘加热区的宽度。
焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。你还不知道焊管机组使用要注意这些!

扩口强度和压扁强度比较好,焊管坯的几何尺寸,管坯的宽厚偏差会改变边缘的加热温度和挤压量,合格的产品需要符合标准。如果管坯边缘存在弯曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型,造成带钢两边弯曲,轧辊调整不好也会造成带钢跑偏或管坯变形等现象,影响焊和质量或根本无法焊和。低压流体输送用焊管也叫普通焊管,俗称黑管,低压流体输送用镀锌焊管又称镀锌电焊钢管,俗称白管,普通碳素钢电线套管是工业与民用建筑、机械设备安装等电气安装工程中用于保护电线的钢管,直缝电焊钢管是焊缝与钢管纵向平行的钢管。高频焊管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢局部加热到熔化状态,通过轧辊的挤压,使对接焊缝实现晶间接合,从而符合焊缝焊和的要求,高频焊管是一种感应焊,它不需要焊缝填充剂,不产生焊和飞溅,焊和热影响区窄,成形美观,焊和力学性能好,因此在钢管的生产中是比较常用的。焊管机组售后问题找谁呢?湖北性能优良焊管机组价格合理
焊管机组由这些设备组成!河南销售焊管机组市场
苏州天原设备科技有限公司高频焊管机组保养建议:高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。机器使用一段时间后,要注意定期润滑和清洁机器,确保其清洁,只有这样机器才能正常运行,使用过程中才比较轻便,机器中老化的零件需要及时更换,以确保机器正常运行,还有就是在机器不使用的时候也要好好地保管高频焊管机组,不能任意丢弃。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况。河南销售焊管机组市场

高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。使用过程中,焊管机组要注意哪些问题?湖北好的焊管机组直销价格焊管机组高频焊管:高...
- 江苏销售焊管机组规格 2024-05-21
- 安徽销售焊管机组诚信为本 2024-05-21
- 陕西性能优良焊管机组直销价格 2024-05-21
- 黑龙江直销焊管机组铸造辉煌 2024-05-21
- 河南机械焊管机组性能 2024-05-21
- 山东先进焊管机组检查 2024-05-21
- 吉林品质焊管机组价格合理 2024-05-21
- 品质焊管机组客户至上 2024-05-21
- 河南正规焊管机组铸造辉煌 2024-05-21
- 黑龙江焊管机组厂家价格 2024-05-21



- 山东正规焊管机组产品介绍 2024-05-20
- 山西正规焊管机组诚信为本 2024-05-20
- 制造焊管机组厂家直销 2024-05-20
- 上海自动化焊管机组厂家供应 2024-05-20
- 先进焊管机组 2024-05-20
- 山西品质焊管机组 2024-05-20






- 江西自动不锈钢焊管机设备价钱 06-04
- 重庆自动不锈钢焊管机推荐厂家 06-04
- 湖南自动不锈钢焊管机是什么 06-04
- 湖北不锈钢焊管机价格 06-04
- 山东工业不锈钢焊管机厂家供应 06-04
- 湖南工程不锈钢焊管机工厂直销 06-04
- 吉林工程不锈钢焊管机什么价格 06-04
- 山西制造不锈钢焊管机厂家报价 06-04
- 上海直销不锈钢焊管机工厂直销 06-04
- 江苏直销不锈钢焊管机直销价格 06-04