改刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置。从而保证了钢筋加工尺寸精度。5、这款数控钢筋弯曲中心电控系统财通国内外先进的品牌PLC与伺服电机能有效保证该设备在使用过程中稳定可靠。6、凯瑞德机械在同行简配降成本的大环境之下,坚持自我。为客户提供**稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重。)四、数控钢筋弯曲中心KW-2S-32技术参数表如下:编号技术参数KW-2S-321钢筋加工直径范围Φ12mm—32mm2弯曲角度(°)正弯:0°~180°;反弯:0°~-120°3弯曲方向正反方向弯曲均可4弯曲精度(°)±°5长度精度(mm)±1mm/m6弯曲速度(°/s)60°/s7**小弯曲轴间距mm500mm8弯曲边**短长度mm60mm9外形尺寸12**(实际功耗量5KW),380V,50-60Hz11钢筋直径ΦΦ10Φ12Φ14Φ16Φ18Φ22Φ25Φ3212加工支数n97653211。选择钢筋直径后,机器会自动选择磨具和弯曲工作角度计算出钢筋的延伸率。西藏减少人工的数控钢筋弯曲中心一体化
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。山东流水线加工的数控钢筋弯曲中心一体化气动采用**品牌中国台湾亚德客,确保使用寿命;配置3KW空压机,保证气源供应充足。

我们发现,随着科技的发展,各种机械设备在飞速的发展,数控钢筋弯曲中心逐渐取代手工,成为弯曲钢的主要生产能力。这**提高了工作效率,提高了弯曲精度。然后,使用数控钢筋弯曲中心时。我们应该注意哪些问题呢?1、安全提示在数控钢筋弯曲中心进行钢筋弯曲加工时,不能进行加油操作,不能除去设备污染,因为在设备运行中容易造成执行其他操作时的安全问题。2、使用规范使用数控钢筋弯曲中心弯曲钢筋,不能使钢筋弯曲超过规定的直径,且速度不能太快,否则很容易导致设备损坏,无法完成弯曲工作得很好。3、适用类型由于钢筋的种类,弯曲之间,需要注意钢的类型,然后更换相应的芯轴,特别适用于高硬度或低合金钢。使用数控钢筋弯曲中心时必须注意以上几点,这对于设备的正常运行和提高安全性非常重要。以上的就是我们为大家分享的数控钢筋弯曲中心使用注意事项,希望对大家有所帮助,当然如果你有更好的见解我们随时乐意和你进行线上交流。
数控钢筋弯曲中心的全称为二机头立式数控棒材钢筋弯曲中心。这种设备是一种棒材钢筋弯曲设备。能够加工的原材料钢筋是棒材钢筋,也就是大家常说的直条钢筋。能够加工的钢筋直径范围是10-32mm。能够加工的钢筋长度范围是360-1050mm。数控钢筋弯曲中心是09年前后面世的一种全新的加工棒材钢筋的新型钢筋加工设备。这种设备的面世改变了原来工人手动弯曲钢筋的施工现状。加工出的钢筋成品外观精美、尺寸角度较准,**提升了施工质量。解放了工人的双手,提高了施工速度,节省了施工成本。在工人工资日益上涨的***,选择数控钢筋弯曲中心来加工钢筋是一种明智的选择。很多的路桥、高铁、高速、梁场、钢筋加工厂、水电站、核电站等大型施工项目都需要使用数控钢筋弯曲中心来弯曲棒材钢筋数控钢筋弯曲中心能够加工的钢筋图形非常***。直角、斜角的各种相互组合对于数控钢筋弯曲中心来说都是非常简单的图形。数控钢筋弯曲中心甚至能够制作弧形。特殊的定制模具配合多次弯曲的办法可以制作大部分的钢筋圆弧。数控钢筋弯曲中心的图形范围覆盖了现在钢筋加工行业的承台、盖梁、箱梁、T梁、大尺寸箍筋、大尺寸骨架等绝大多数施工项目。数控钢筋弯曲中心两个机头同时工作。可实现0-180度钢筋弯曲弯曲机头移动由伺服电机驱动;

钢筋弯曲试验机操作流程1、开机前检查设备各部是否正常、电源是否稳定;2、按试样规格及试验要求,调整承压滚中心距;3、按要求选好弯心(压滚)直径,把弯心装在活塞杆上,连接时各处螺钉必须拧紧,但保证弯心轴线铅垂;4、把试样放在承压滚内侧,并紧靠承压滚。扳动面板上的电气开关,起动油泵电机,油泵开始供油。把手动换向阀的手柄扳向左边,活塞杆同弯心一起前进,压弯试样,直到试样变形达到规定量,再把手柄扳回中间位置(铅垂状态)。至此,该试件的全部弯曲试验工作结束。5、关闭电气开关,油泵停转,切断电源。卸下弯心及连接块,以使活塞杆不承受额外负荷。钢筋弯曲试验方法一、试验的选取:1、一般规定:A、矫直:对于从盘卷上制取的试样,在任何试验前应进行简单的弯曲矫直,并确保**小的塑性变形。B、人工时效:测定拉伸试验和疲劳试验的性能指标时,可根据需要对试样进行人工时效(对于需要矫直的试样应在矫直后进行人工时效)。当产品标准没有规定人工时效工艺时,可采用下列工艺条件:加热试样到100℃,在100℃士10℃下保温60min一75min,然后在静止的空气中自然冷却到室温。当对试样进行人工时效时,时效的工艺条件应记录在试验报告中。创新马蹄筋成型轮设计,马蹄筋**短边可达到390mm。辽宁绿色环保的数控钢筋弯曲中心联系方式
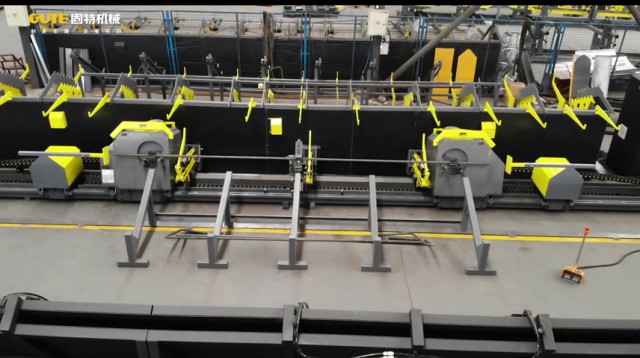
LSW32B立式弯曲中心Φ32螺纹钢筋正、反弯曲,满足更多客户需要。西藏减少人工的数控钢筋弯曲中心一体化
数控钢筋弯曲中心操作规程之数控立式钢筋弯曲中心操作注意事项发布时间:2019-7-22本文被阅读1933次导读:认真执行日常维修保养的有关规定和要求。开机前检查设备部件、附件是否完整。电气、气动装置及管路是否正常,PLC线路连接是否良好,润滑点加注润滑油,确认正常后方可开机。数控钢筋弯曲中心操作规程之数控立式钢筋弯曲中心操作注意事项1.认真执行日常维修保养的有关规定和要求。开机前检查设备部件、附件是否完整。电气、气动装置及管路是否正常,PLC线路连接是否良好,润滑点加注润滑油,确认正常后方可开机。2.按加工图形选择相应的机头、轴套、垫块、支撑挡板。3.打开设备总电源和设备电源,调整好图样要求的尺寸。4.开机后空运转五分钟,确认运转正常后方可生产。5.操作中注意空压缸磁性开关,定位碰块、行程开关等部位是否处于良好的运行状态,声响有无异常,如有异常关闭电源,停车检修。6.弯曲长拐时应注意弯拐运动方向,以免碰撞。7.润滑点经常注油。8.生产任务结束或下班后,关闭总电源及设备电源,锁好电源控制柜,清理设备上的灰尘杂物,扫除工作场所及责任区域的卫生,物品整齐归类,按规定放置。西藏减少人工的数控钢筋弯曲中心一体化