- 品牌
- 红海新,红海
- 型号
- HHXE-CHJ-SY
- 加工定制
- 是
- 额定功率
- 10k
- 额定电压
- 220
- 额定频率
- 50~60
- 工作温度范围
- 90~300
- 重量
- 300
- 产地
- 深圳
- 厂家
- 红海新机电
- 外形尺寸
- 长740mmX宽750mmX高1830mm
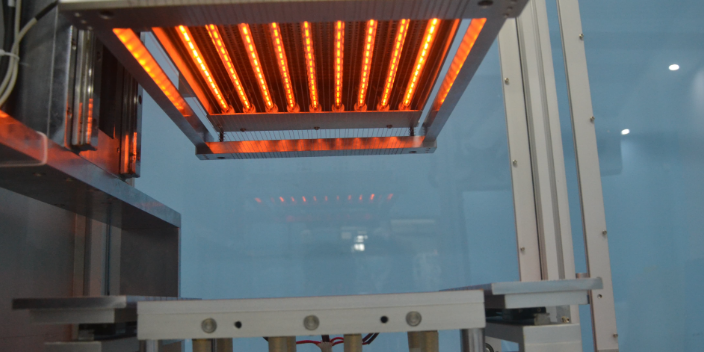
实验室串焊机是一种用于焊接电子元件、电池、太阳能电池组件等材料的设备。在光伏组件的生产过程中,串焊机也被很多使用。串焊机能够将多个太阳能电池片串联在一起,并焊接在一起形成太阳能电池组件。助焊剂是太阳能电池组件生产过程中必不可少的材料之一,它能够促进焊接点的结合,并减少焊接缺陷。在实验中,可以使用串焊机来分析助焊剂的活性。以下是一种可能的实验步骤:1.准备材料:准备太阳能电池片、助焊剂、串焊机、焊接夹具、电源等材料。2.上夹具:将太阳能电池片放入焊接夹具中,确保电池片的电极与夹具的电极接触良好。3.涂助焊剂:在太阳能电池片的焊接点上涂上适量的助焊剂。4.焊接:将夹具放入串焊机中,设置好焊接参数,开始焊接。5.检测:焊接完成后,对焊接点进行检测,观察焊接质量。6.数据分析:根据检测结果,对助焊剂的活性进行分析和评估。 实验室用串焊机可以实现硅片性能测试吗?福建实验室串焊机电话
实验室用串焊机
实验室用串焊机配置方案五:自动红外焊接机构匹配自动供带机构。机台主要结构1.自动红外焊接机构一套。2.可移动焊台一套(附电池片位置对位的夹具一套)。3.自动供带机构(标配五栅即五圈焊带供应,如要更多可选配。还有栅线间距不同也可以选配不同的导带轮,设备上已有一种间距规格的)。4.自动拉直焊带机构。5.自动上助焊剂机构。6.自动烘干机构。7.自动取长切断模具机构。8.自动拉带机构。9.自动导带跟随机构。10.自动交替压带机构。11.不锈钢封板及品质高电泳铝型材骨架及有机玻璃透明板、按钮、警示灯组成的机柜,设备外观有档次及配有进口浮马脚轮脚撑。12.有触摸屏(人机界面)及PLC管控器等电气及气动管控件。 湖北实验室串焊机联系方式实验室用串焊机的操作步骤是什么?

在电子产品制造领域,参数设置是一项至关重要的工作。它直接关系到生产效率和质量。特别是在焊接过程中,焊台轴、拉带轴和焊轴的参数设置显得尤为重要。接下来,我们将详细介绍这三个主要参数及其应用方法。首先,在焊台轴的参数设置中,速度是一个关键因素。由于焊台重量较大,惯性也相应较大,因此我们需要将速度设置得尽量慢。这样可以确保焊台在移动过程中不会出现位置偏差,从而提高焊接精度。其次,拉带轴的参数设置主要涉及到速度和保护的脉冲数。速度设置要适中,过快可能会导致拉力过大,造成焊带损坏;过慢则可能导致生产效率降低。保护的脉冲数则需要根据拉带机的特性进行设置,以确保在拉带机发生故障时,能够及时停止运转,避免造成更大的损失。
实验室用串焊机配置方案一:简易红外焊接机构匹配手工操作。机台主要结构:1.简易红外焊接机构一套2.简易焊台一套3.简易安装板及下半部分机柜。主要功能及描述说明如下:1.手工把电池片放在焊台上。2.人工把焊带(铜带是拉直的、取好长度且要求上过助焊剂)贴在要求焊接的电池片正面的栅线上。3.人工调节焊接机构下降的位置至压网压住焊带的合适位置。4.通过开启焊接机构的电源并调节焊灯的功率。5.人为的关闭焊灯电源。6.人工上升焊接机构直至移开到方便取卸焊接后的产品为止。7.取走焊好的电池片并总结各操作的经验,直至功率、时间等都达到较佳的焊接要求。实验室用串焊机的操作工序复杂吗?
在当今能源紧缺的时代,太阳能电池片成为了绿色能源领域中的一颗璀璨明星。为了更好地研究、开发、生产太阳能电池片,实验室用串焊机成为了这个领域中不可或缺的重要设备。当今,我们要向大家推荐一款高效、准确、节能的电池片实验室用串焊机,让您在太阳能电池片的研究和生产中更上一层楼。这款串焊机电压为220V,频率可在50~60HZ之间调节,电流可达60A。它采用先进的的技术,具有高效、准确、节能等优点,使电池片焊接过程更加顺畅、快捷。它的焊带要求直径不超过,适用166电池片,9BB间距为。在实验室中,这款串焊机可广泛应用于各种电池片的焊接工作,如单晶硅、多晶硅、非晶硅等。它的高效性和准确性,可以大提高电池片的焊接质量和生产效率。同时,它的节能设计也能帮助实验室在电池片生产中降低能源消耗,节省成本。使用这款串焊机,您可以轻松实现以下操作:1.设备安装:只需按照操作手册中的说明进行安装,即可轻松完成。2.焊带规格选择:根据所需焊接的电池片规格,选择相应直径的焊带即可。3.焊接参数设定:通过设备上的操作面板,可根据需求调整焊接参数,实现比较好的焊接效果。与其他竞品相比,这款串焊机在高效、稳定、节省时间、成本低等方面具有明显优势。 实验室用串焊机的电源、气源及焊带、助焊剂有哪些要求呢?湖北实验室串焊机联系方式
红海新实验室用串焊机气源为洁净、干燥压缩空气,气压为3∽5kgf/cm2,约为3∽5bar。福建实验室串焊机电话
第二条(主要功能及描述说明)如下:1.手工把电池片放在焊台上。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门(焊台是多组气路,根据实际上的不同的电池片尺寸,可以单独开对应的阀门)。4.人工把焊带(铜带是已通过附有的自动供料机构拉直的、取好长度且上过助焊剂的)贴在要求焊接的电池片正面的栅线上(焊台上装有对焊带的夹具,须要需方提供栅线的间距及焊带的尺寸)。5.只要按自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。焊接机构下降至压网压住焊带的合适位置也就是设定的高度(同时开启了预热功率),并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置(直至移开到方便取卸焊接后的产品位置)。以上的“设定”是各自的参数化设计,可以根据实际情况进行设定。除了在人机界面上可以设定参数,还可以看到相关的提示或报警信息,还可以在上面触点相应的软按钮来替代按钮开关的操作。6.焊台返回到上料位置,人工取走焊好的电池片。 福建实验室串焊机电话
- 陕西实验室用串焊机价格 2024-10-22
- 湖南实验室用串焊机卖价 2024-10-22
- 实验室串焊机厂 2024-10-22
- 江苏实验室用串焊机哪个品牌好 2024-10-22
- 河南实验室用串焊机哪里有卖的 2024-10-21
- 四川实验室用串焊机品牌 2024-10-21
- 江西实验室串焊机设备厂家 2024-10-21
- 实验室用串焊机设备 2024-10-21
- 安徽实验室串焊机电话 2024-10-21
- 安徽实验室用串焊机排行榜 2024-10-21
- 广州实验室用串焊机厂家 2024-10-21
- 河北实验室串焊机视频 2024-07-07