- 品牌
- 3DSYSTEMS,GEOMAGIC
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印
- 双面打印
- 自动双面打印
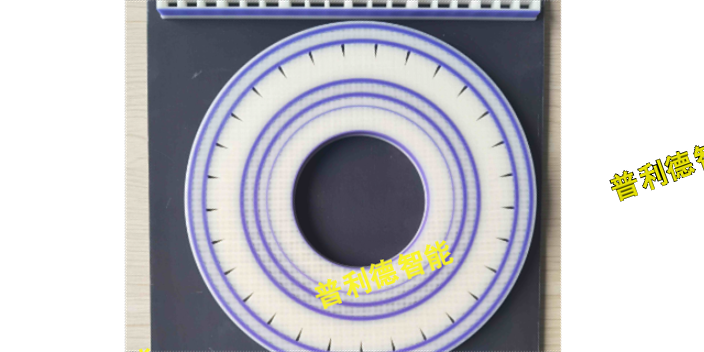
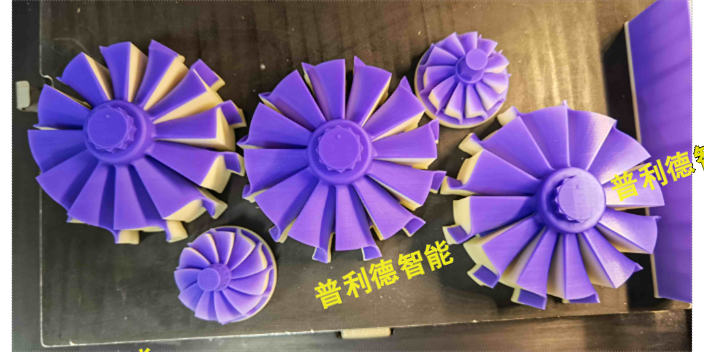
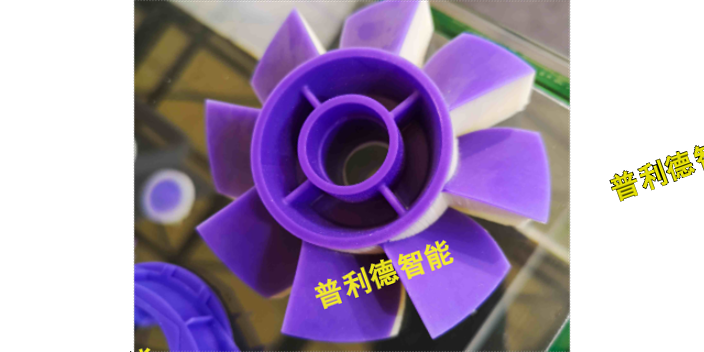
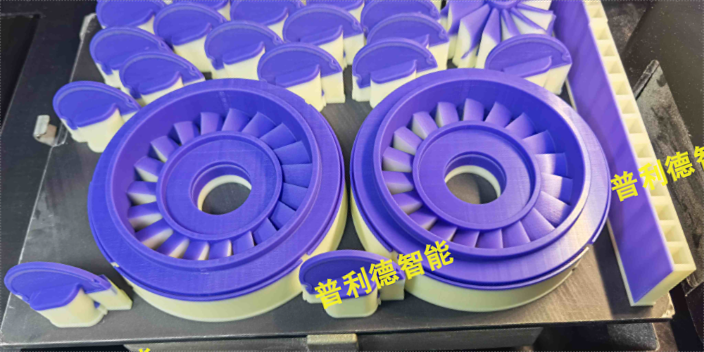
铸造可靠性新一代VisiJetM3CAST蜡质材料,喷蜡3D打印机可用于脱蜡铸造现有工艺和设备,制造各类高质量的耐用模型,保证部件的可靠性能和稳定的打印效果,高吞吐量。ProJetMJP3600W和3600WMax可生产RealWax高保真高精度金属铸模,呈现精密细节,支持大容量生产,省去制模环节,节约时间与成本,摆脱几何构型的局限,提高可靠、可重复的直接铸造效率。新一代VisiJetM3CAST蜡质材料,可用于脱蜡铸造现有工艺和设备,制造各类高质量的耐用模型,保证部件的可靠性能和稳定的打印效果。喷蜡3D打印机铸件中灰份含量微乎其微。云南紫蜡打印供应商

3D打印的蜡和铸造用蜡在用途和性质上有一些不同:1. 制造方法:3D打印的蜡是通过3D打印技术逐层堆叠蜡材料来制造的,而铸造用蜡是通过注模或铸造工艺制造的。2. 材料特性:3D打印的蜡通常是树脂材料,具有良好的熔点和熔化性能,以便在3D打印过程中容易熔化和固化。铸造用蜡通常是专门设计的低熔点蜡,具有良好的流动性和热稳定性,以便在铸造过程中容易融化和燃烧。3. 应用领域:3D打印的蜡主要用于制造模具、样品或原型,为后续的铸造工艺提供模型。铸造用蜡则是用于精密铸造、失蜡铸造和投资铸造等工艺,用于制造金属或合金的铸件。4. 燃烧性能:铸造用蜡通常需要在铸造过程中被燃烧掉,以留下空腔用于金属的注入。因此,铸造用蜡需要具有良好的燃烧性能和低灰分。而3D打印的蜡通常没有燃烧的要求,其主要目的是制造形状复杂的模型。重庆珠宝紫蜡打印机喷蜡3D打印机需要定期对其进行清洁。
喷蜡3D打印机掏空后当然是需要进行打孔,要不然内部的树脂无法流出,打孔时需要留意2点:①排液孔口径,因为液体具备张力,因而过小的孔位易于因张力而堵塞无法排液,壁厚越厚,堵塞的概率越高,因为增加了液体和模型接触的表面积。以便能顺利排液,需要较少超过2mm直径的孔。②空腔压强差,想必大家都知道通厕所的皮搋子,当它扣在平面上能会很难拔下来,便是因为气压不同造成的。同样的,中空的模型在打印一部分后,也会发生类似于皮搋子的结构,这将较大增加模型在平台上的粘合力度,造成发生模型脱落或发生Z轴方向裂纹、裂散的状况,此外这也会造成模型脱模时内部会带动一些树脂无法流出。以便防止这种状况,我们不但需要在模型打印时的下方打孔,此外需要在上方也打孔,来确保内外压强一致。
喷蜡3D打印也被称为“添加制造”技术,也被称为增量制造技术。喷蜡3D打印是一种与传统的材料加工方法截然相反,基于三维CAD模型数据,通过增加材料逐层制造的方式。其采用直接制造与相应数学模型完全一致的三维物理实体模型的制造方法。数字化文件还可借助网络进行传递,实现异地分散化制造的生产模式。一人即可管理多台打印机,人力成本低;打印耗材利用率高,价格稳定;扩大产能只需增加打印机数量,占地面积小,集中放置便于管理;模型数据集中管理,降低数据保管成本。喷蜡3D打印机长时间不用时,请把电源插头从电源插座中拔出。

紫蜡特性:铸造可靠性,VisiJetM2CAST100%蜡材像标准铸造蜡一样熔化,铸件中的灰分含量可以忽略不计。这种材料经久耐用,特别适用于处理和铸造精细美观的特征,高对比度的紫色允许细节被更好地可视化。高分辨率,始终如一地以高保真度,使打印锋利的边缘、清晰的细节和光滑的表面时完美实现,非常适合用于精密金属零件制造的精密金属零件,减少金属手工抛光。应用领域:快速金属原型铸造**终用途金属部件的试生产和系列生产定制金属部件制造更快获得更多模型,紧跟金属铸造工作流程值得信赖的高保真模型特殊的锐利边缘,精美的特征清晰度和光滑的表面有效去除支撑物,提高几何设计的自由度高性能,耐用的铸造蜡。喷蜡3D打印机支持724打印,一人即可管理多台打印机,人力成本低。江西紫蜡打印材料
喷蜡3D打印机无模具制造时间、成本和几何形状限制。云南紫蜡打印供应商
MJP技术是MultiJet Printing的缩写,MJP多喷嘴喷墨3D打印技术是在平整的平台上打印一层薄薄的可被紫外线固化的液体塑料,并在打印过程中使用蜡质材料作为支撑。紫外线灯照射下逐层固化,每完成一层,建模工作台就会下降并制作另外一层,不断重复上诉过程知道整个零件打印完成。MJP打印机提供**的Z轴分辨率层的厚度为16微米,打印高**的精细零件。与polyjet技术的成型原理类似,都是属于聚合物喷射技术,只是在不同3D打印公司,对其称呼有所不同,如3D Systems公司称MJP:Multijet Printing云南紫蜡打印供应商