
- 品牌
- 诺荣
- 型号
- 齐全
在自动化生产过程中,人们通常将机器视觉系统广地用于工况监视、成品检验和质量控制等领域。目前机器视觉产品中端市场2/3为电子制造、汽车制造和市政交通行业所占据,其余市场份额包括食品、包装机械、印刷等行业需求,并且这些行业对机器视觉产品的需求仍然在大幅增长。从灯检机行业应用来看,电子制造行业仍然是拉动需求的主要因素。但从未来发展前景来看,食品、包装机械等行业自动化水平会进一步提升,对机器视觉产品需求值得期待。自主研发机器视觉检测全系列产品,凭借可提供整体检测解决方案的平台化优势。北京光刻机器视觉检测设备行情
机器视觉检测设备
机器视觉检测设备发展导读:20世纪60年代,机器视觉检测设备开始在国外研究。后来随着大规模集成电路发展,视觉系统开始走向实用化。进入80年代,微型计算机崛起,使机器视觉检测设备开始深入各领域,应用步入细分化。本文详细叙述了机器视觉检测设备各部分组成及工作原理。机器视觉系统组成:从机器视觉系统字面意思就可看出主要分为三部分:机器、视觉和系统。机器负责机械的运动和控制;视觉通过照明光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。深圳在线机器视觉检测设备行情机器视觉检测设备同时集成软硬件,能够自动地从所采集到的图像中获取信息或者产生控制动作。
视觉检测设备的优点有很多,用几句简单的话来概括就是:代替人工品检、提高检测效率、降低生产成本;精度高、效率高、准确率高、自动上下料。视觉检测的硬件的选型是个有难度的活,它需要工程师对硬件本身和硬件供应商都非常熟悉,需要有足够的选型经验。在实验室运行的机器视觉系统和实际工作场景运行的系统面对的环境是天差地别的。硬件的选型:稳定的图像特征提取是图像分析与图像识别的前提,确保一个稳定的成像传输到图像处理中心才能确保软件处理图像的准确性。很多因素都会影响成像的稳定性,比如周边环境,物体变化,视觉硬件的影响等。
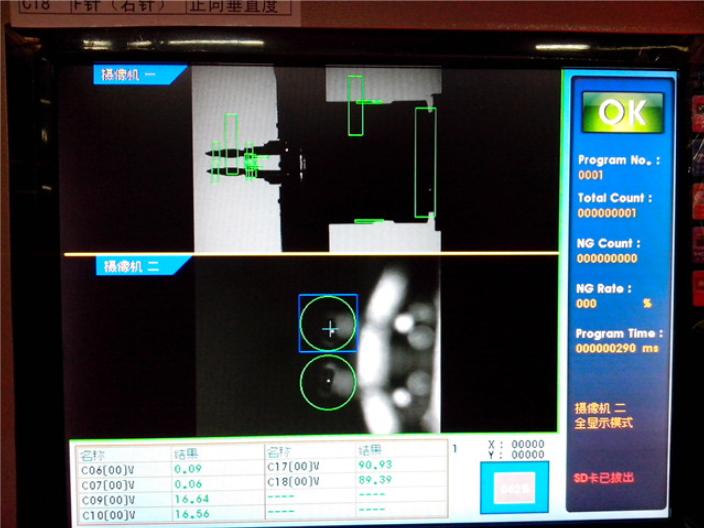
机器视觉检测设备的应用及构成是了解机器视觉的要点,首先我们先来谈谈机器视觉的应用,机器视觉应用主要包括两个方面:识别和检测,① 机器视觉识别:确定一个产品(零件,检测对象,目标等)是属于所给定范围中的哪一种的过程。② 机器视觉检测:就是确定一个产品(零件,检测对象,目标等)偏离于所给定的一组标准的过程。机器视觉的应用范围非常广,应用范围几乎涵盖国民经济的各个行业,主要包括:工业、农业、医药、航天、气象、天文、公安、安全等。机器视觉市场规模过百亿,处于快速增长阶段。

机器视觉检测设备能不能替代质检员工作任务,结果是毫无疑问能的。为什么呢,请接着看。工业生产化,大型的流水线,及各个行业领域,传统行业基本都是找质检员来检验产品质量,尺寸,缺陷,毛边毛刺,这么一来,便会导致一些问题,质检员的状况,会直接影响了产品质量,这么一来,便会形象产品的使用性能,加大厂商的损失率。为何机器视觉检测设备可以替代质检员工作任务,原本有几个方面,关键从工作效率,质量程度,工作时间,产品精度充分考虑。视觉检测的硬件的选型是个有难度的活。广西全自动机器视觉检测设备公司
由于工业领域使用了机器视觉系统,越来越多的其他技术也在寻求与之融合。北京光刻机器视觉检测设备行情
如何选择适合自己企业的视觉检测设备?首先,我们来说下市场上视觉检测产品基本款,机器视觉检测与3D视觉检测。这两者都是视觉检测设备,他们的区分主要从检测产品的功能上可以进行区分。还可以从基础原理上进行区分。但他们都是工业视觉检测种的一个类别,只是他们所检测的产品项目着重点上有所区分不同罢了,基本设备构成都是一样的CCD工业相机,镜头、光源、计算机等硬件设备。不同的是软件部分,由于侧重点不一样他们运用了不同计算机算法、包括成相方式、图像处理、数据传输等多方面。北京光刻机器视觉检测设备行情

随着环保意识的不断提高和可持续发展理念的深入人心,机器视觉检测设备的制造商和用户都在积极探索可持续发展的策略。一方面,制造商正在研发更加节能、环保的设备材料和制造工艺,以降低设备在生产和使用过程中的能耗和排放。另一方面,用户也在积极采用机器视觉检测技术来优化生产工艺、减少废品率和资源浪费。通过精确控制生产过程中的各个环节,机器视觉检测设备有助于企业实现绿色生产和循环经济。这种可持续发展策略不仅符合国家的环保政策要求,也为企业的长期发展奠定了坚实基础。机器视觉检测设备里的表盘视像标定设备,依靠定位技术,快速校准表盘的坐标,提高检测精度。山西手机机器视觉检测设备生产机器视觉检测设备机器视觉检测设备...
- 天津压力表机器视觉检测设备生产 2026-05-12
- 江苏五金机器视觉检测设备企业 2026-05-11
- 青岛五金机器视觉检测设备 2026-05-11
- 浙江视像机器视觉检测设备报价 2026-05-11
- 广西智能机器视觉检测设备价格 2026-05-11
- 青岛五金机器视觉检测设备直供 2026-05-11
- 广东人工智能机器视觉检测设备厂家 2026-05-11
- 青岛汽车配件机器视觉检测设备 2026-05-11
- 宁波ccd机器视觉检测设备价格 2026-05-11
- 深圳全自动机器视觉检测设备销售商 2026-05-11


- 福建工业机器视觉检测设备 2026-05-10
- 广西自动对准机器视觉检测设备价格 2026-05-10
- 厦门在线机器视觉检测设备哪家好 2026-04-28
- 广西晶圆机器视觉检测设备价格 2026-04-28
- 宁波光刻机器视觉检测设备批发 2026-04-28
- 广东光刻机器视觉检测设备公司 2026-04-28





- 天津水位传感器测试台供应 05-19
- 球阀氦检设备厂家 05-19
- 厦门曲轴传感器测试台生产 05-19
- 广东智能型传感器测试台现货 05-19
- 大连扭力传感器测试台品牌 05-19
- 深圳流量传感器测试台生产 05-19
- 福建大功率电机测试台报价 05-19
- 浙江永磁变频电机测试台出厂价 05-19
- 宁波伺服电机测试台批发价 05-19
- 山东速度传感器测试台批发价 05-19