- 品牌
- 高速、大片、切割片、单轨、双轨、密栅、多组栅
- 型号
- 大片HXE-CHJ1800-ZQ(产能1800片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 6000mmX2000mmX1750mm
- 产能
- 1300 1500 1800 2000 2600 3000
- 平均功耗
- 小于10KW
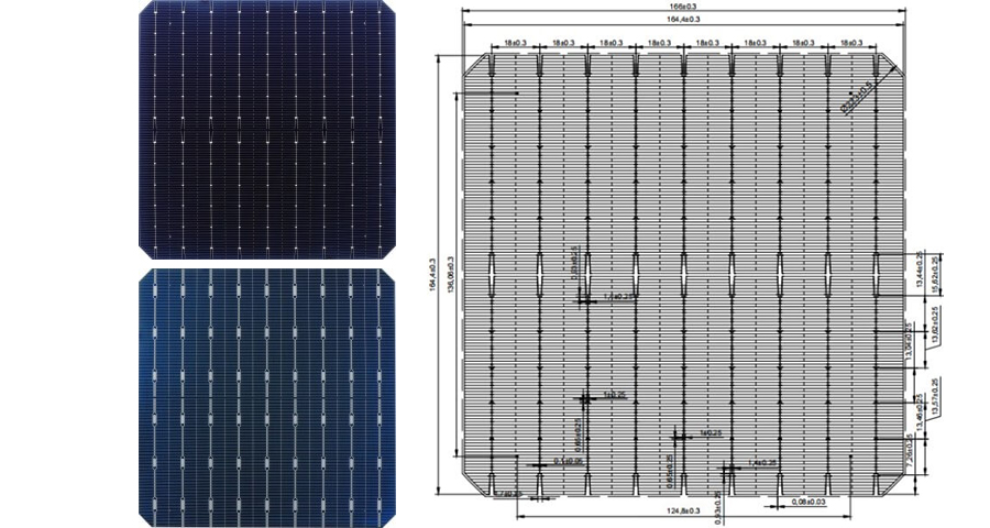
- 适用片源规格
- 158mm、166mm、182mm、210mm、125mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB
- 焊带规格
- 宽0.6~1.2mm,厚0.08~0.23mm 或圆丝
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 双拉带机械手、结果式焊带定位
- 池片盒供应能力
- 1200片
- 串焊方式
- 红外+压网(伺服马达控制)
- 灯管寿命
- >10000小时
太阳能电池片自动串焊机,适应各种原材料,无论是单晶硅还是多晶硅电池片,都能以高精度进行焊接。无论是切割片还是完整片,都能保证焊带与银浆线的覆盖率、平行度及对称度,提高焊接质量。焊带采用镀锡扁平铜带,宽度或厚度以焊接的效果为准,卷轴包装,轴心直径16~20mm,1~5Kg/卷。助焊剂则选用低固体残留免清洗助焊剂,满足各种电池片及组件的要求。购买太阳能电池片自动串焊机,请联系我们,我们将为您提供良好的服务和设备。它的出现极大地提高了太阳能电池板的制造效率和制造质量,为太阳能行业的发展做出了重要贡献。江苏电池片串焊机
串焊机
太阳能电池片自动串焊机,让太阳能电池片的生产更便捷。其后九个动作简要介绍如下:1.放片气缸下降,吸取电池片并放置到传送皮带上;2.传送皮带每次运行一定距离,将电池片运送至焊接位置;3.焊带夹爪松开,再次拉取焊带;4.焊带经过剪断后,拉到设定中间带位置;5.重复动作直至电池片拉到设定中间带位置;6.焊带夹爪松开,传送皮带动作,灯具下降开始焊接;7.焊完成后,灯具抬起,将电池片向后传送一个位置;8.重复以上全部动作,形成完整的电池串;9.搬送机构将电池串搬运至收料盘。太阳能电池片自动串焊机广泛应用于生产制造领域,为您提供效高的焊接服务。河南串焊机联系人这种机器能够自动调整焊接参数,适应不同规格的太阳能电池片。
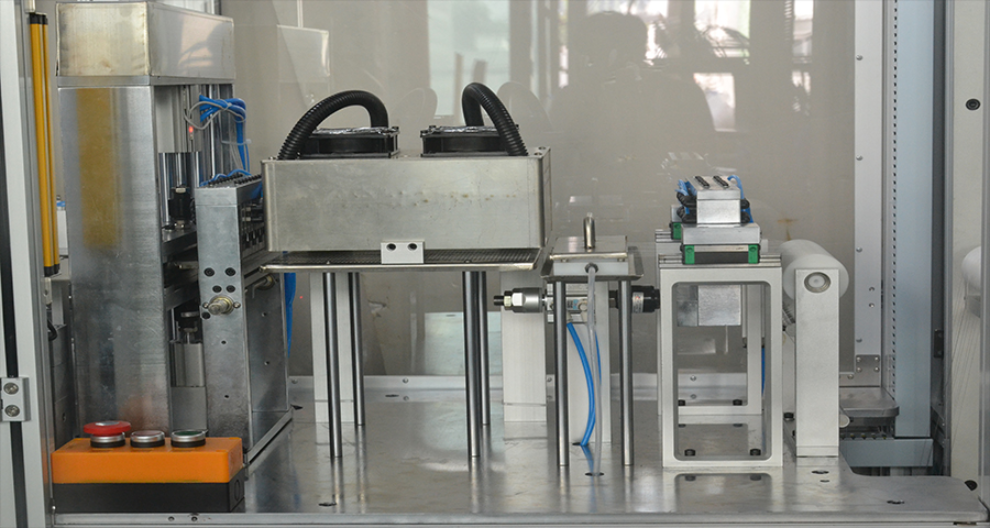
太阳能电池片预热及焊的平台机构,创新解决太阳能行业难题。本产品采用5块平台拼接,其中2块有单独加热管及温度监控装置,特殊硬化处理,确保高温工作环境下的稳定性能。焊的平台配备负压系统,22个接头与平台相通,通过传输皮带来吸咐电池片,多腔室设计,确保负压稳定性。同时,平台还有致冷系统,10个接头与焊的二个串焊加热平台相通,有效吹气散热,保持温度均匀,提升电池片工作效率。让您的太阳能电池片制造更环保!立即升级,开启绿色能源新篇章!
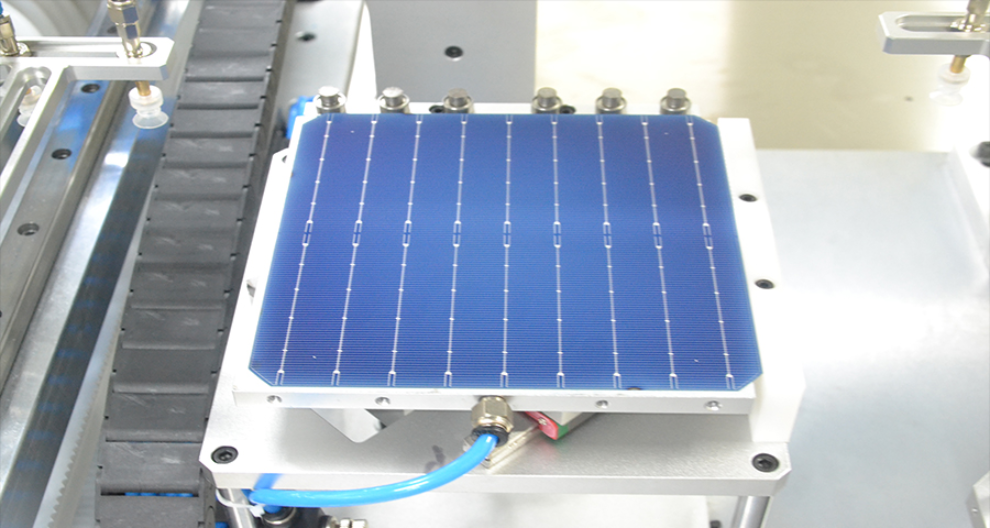
自动串焊机的电池片自动转台送料机的载料机构是传统转盘机构、多分位分割器转台机构或者环状循环的传送带机构。机械手为负压吸取式机械手。机械手包括将料盒中的太阳能电池片转移至中转平台上的机械手一以及将中转平台上的太阳能电池片转移至后续加工工位的机械手二,位移组件包括固定于机台上的基座、安装于基座上的直线动力源以及在直线动力源驱动下直线移动的平移件、两个安装于平移件上的升降动力源,两个机械手分别安装于对应的升降动力源的输出端末端。太阳能电池片自动串焊机采用先进的控制系统,操作简便,易于维护。

太阳能电池片自动串焊机的出料机构是整个设备的重要组成部分。这个机构由出料上下气缸、水平移动机构、出料杆以及收料平台等多个部分组成。出料杆是中空铝型材,其表面安装有双排的吸盘。这些吸盘的作用是吸附翻转机构上的电池串。当出料杆向下运动时,它靠近翻转杆,并吸附住上面的电池串。接下来,出料杆向上运动,水平移动机构开始工作并将出料杆移动到收料平台上方。出料上下气缸再次动作,下降到设定高度,将电池串轻巧地放置在收料平台内的收料盘中。这个出料机构的工作过程是十分迅速和高效率的。它能够帮助企业提高生产线的自动化程度,降低劳动成本和提高生产效率。如果你正在寻找能够提升生产力的设备,那么太阳能电池片自动串焊机的出料机构,无疑是一个很好的选择。串焊好的太阳能电池串实现自动转送时,活动载板在载料台上是否放置,如何检测?河南串焊机联系人
它不仅能够在短时间内完成大量电池片的焊接,还能够保证焊接质量的稳定性。江苏电池片串焊机
针对传统电池片的串焊机改造升级,我们提出了以下方案:1.新开发程序,以匹配新的方案,因为焊接传送与出料传送方式变了。更改相应的线路及气路。2.新做拉带夹子,适应更多栅线数量的焊带的夹取及卸放。3.拉带机械手有一个高度方向上的变更机构,使去、回夹带的过程中避让焊台上的组件,又能与模具端的焊带头高度匹配,而卸带时尽量把焊带贴低电池片。4.加热台新做,重新布置吸咐电池片的气路和加热电池片的加热管、热电偶。加热台分成拼式结构,以适应不同的温度需求。5.铁氟龙的带与加热台的气路匹配,既传输电池片又为焊接电池片的承载面。上面布有气孔,保证传送时负压作用到电池片。带的运动是靠伺服加减速机构来驱动,并附有张紧滚轮及过渡滚轮,使带循环在加热台表面上运动。有一张紧轮是用气缸作用力来自动张紧带(防止带的延长而松动)。6.焊接好的电池片组件往出料方向传送方式为皮带传动。7.焊灯机构做结构调整,目的是移开至拉带机械手的运动区域之外,使整个焊接减少了运动行程从而节省了时间,特别是拉带与焊灯之间分开来互不干涉:拉带去、回与焊灯没有机械上的直接干涉。8.焊灯下方原先的压带方式变更,方便整片的焊接。江苏电池片串焊机
- 云南红外串焊机大概多少钱 2024-11-03
- 福建多主栅串焊机企业 2024-11-03
- 安徽监控太阳能板串焊机维修 2024-11-03
- 贵州光伏层压板串焊机生产原理 2024-11-03
- 湖北SUNPOWER层压板串焊机联系人 2024-11-03
- 江苏组件串焊机 2024-11-03
- 福建红海星串焊机 2024-11-03
- 河北三炮层压板串焊机软件 2024-11-03
- 浙江串焊机特价 2024-11-03
- 山东大型串焊机图片 2024-11-03
- 湖北IBC层压板串焊机分类 2024-11-03
- 山东太阳能板串焊机厂家 2024-11-02