- 品牌
- 方鼎
- 型号
- 齐全
- 加工定制
- 是
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
蜡(模)料的线收缩率约为0.9-1.1%。c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。d.蜡模径向收缩率为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(射蜡温度为57-59℃,温度越高收缩越大)。(4)制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,为4.6×10-6/℃,因此可以忽略不计。(5)型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,为0.053%,因此也可以忽略不计。(6)浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。铸件,就选南通方鼎精密铸造有限公司,有需要可以联系我司哦!安徽水玻璃铸件流水线
标准规定的牌号表示方法有两种:一是以力学性能指标表示,二是以化学成分表示。无论用何种方法表示,牌号前均冠以大写正体字母“ZG”,作为铸钢的代号。江苏南通方鼎精密铸造有限公司生产精密铸钢件。来图来样定制,或者其他转工艺产品,扶助客户新品研发。(1)以力学性能指标表示牌号一般工程用铸造碳钢、焊接结构用碳素铸钢和一般工程与结构用低合金铸钢,以力学性能指标表示牌号。在铸钢代号“ZG”之后,加两组数字,是屈服强度指标,第二组是抗拉强度指标,两组数字之间用分隔号“一”隔开,安徽精密铸件联系方式铸件,就选南通方鼎精密铸造有限公司。

GB/T11352-2009一般工程用铸造碳钢件江苏南通方鼎精密铸造有限公司生产精密铸钢件。来图来样定制,或者其他转工艺产品,扶助客户新品研发。一般工程用铸造碳钢件(GB/T11352)一般工程用碳素铸钢件(摘自GB/T11352-1989)一般工程用碳素铸钢件的牌号和化学成分牌号旧牌号化学成分(质量分数%)残余元素C≤Si≤Mn≤S≤P≤ZG200-400ZG150.20.50.80.040.04Cr≤0.35,Ni≤0.30,Mo≤0.20,Cu≤0.30,V≤0.05;但Cr+Ni+Mo+Cu+V≤1.00ZG230-450ZG250.30.50.90.040.04Cr≤0.35,Ni≤0.30,Mo≤0.20,Cu≤0.30,V≤0.05;但Cr+Ni+Mo+Cu+V≤1.00ZG270-500ZG350.40.50.90.040.04Cr≤0.35,Ni≤0.30,Mo≤0.20,Cu≤0.30,V≤0.05;但Cr+Ni+Mo+Cu+V≤1.00ZG310-570ZG450.50.60.90.040.04Cr≤0.35,Ni≤0.30,Mo≤0.20,Cu≤0.30,V≤0.05;但Cr+Ni+Mo+Cu+V≤1.00ZG340-640ZG550.60.60.90.040.04Cr≤0.35,Ni≤0.30,Mo≤0.20,Cu≤0.30,V≤0.05;但Cr+Ni+Mo+Cu+V≤1.00
在机器设备中液态成型件所占比例很大,在机床、内燃机、矿山机械、重型机械中液态成型件占总重量的70%~90%;在汽车、拖拉机中占50%~70%;在农业机械中占40%~70%。液态成型工艺能得到如此广泛的应用,是因为它具有如下的:(1)可制造出内腔、外形很复杂的毛坯。如各种箱体、机床床身、汽缸体、缸盖等。(2)工艺灵活性大,适应性广。液态成型件的大小几乎不限,其重量可由几克到几百吨,其壁厚可由0.5mm到1m左右。工业上凡能溶化成液态的金属材料均可用于液态成型。对于塑性很差的铸铁,液态成型是生产其毛坯或零件的的方法。(3)液态成型件加工余量小,节约金属。铸件,就选南通方鼎精密铸造有限公司,有需求可以来电铸件!

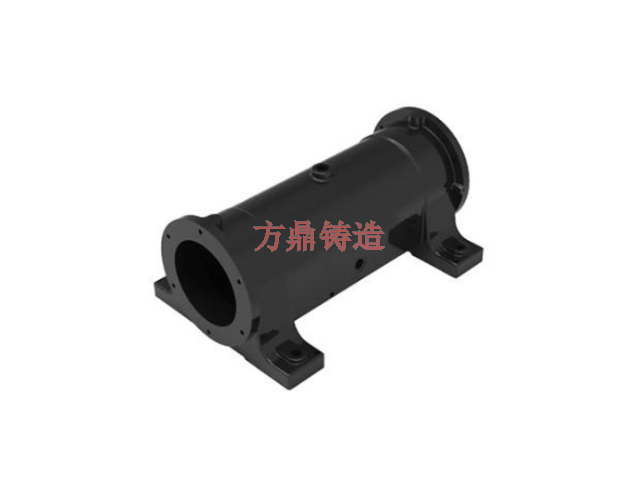
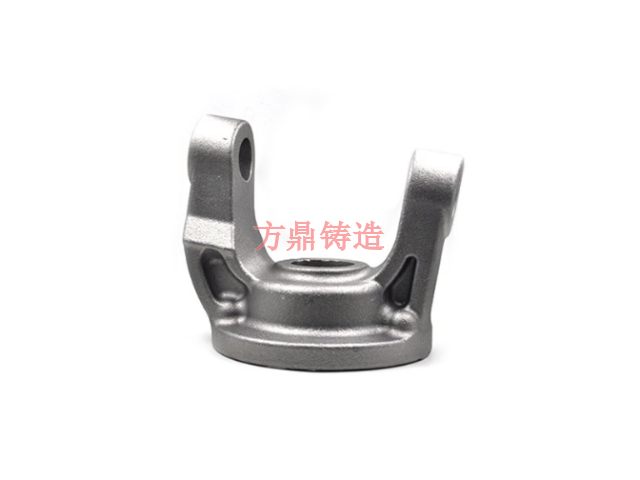
南通方鼎精密铸造有限公司熔模精密铸造获得的产品精密、复杂,接近于零件形状,可不加工或很少加工就直接使用,是一种近净形成形的工艺,是铸造行业中一项优异的工艺技术,其应用非常它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其他铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。熔模精密铸造成形工艺发展迅速、应用,未来该工艺将来的发展趋势是铸件产品越来越接近零部件产品,传统的精铸件只作为毛坯,已经不适应市场的应变。零部件产品的复杂程度和质量档次越来越高,研发手段越来越强,协作开始显现,CAD、CAM、CAE的应用成为零部件产品开发的主要技术。铸件,就选南通方鼎精密铸造有限公司,让您满意,欢迎新老客户来电!安徽卡车铸件源头厂家
铸件,就选南通方鼎精密铸造有限公司,有想法的可以来电!安徽水玻璃铸件流水线
南通方鼎精密铸造有限公司工程部总结了以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。安徽水玻璃铸件流水线
熔模精密铸造的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用熔模精密铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。南通方鼎精密铸造有限公司的熔模精密铸造工艺,可以精密铸造各种合金的复杂的铸件,特别可以精密铸造高温合金铸件。如很难加工的曲面内腔,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。用熔模精密铸造工艺生产不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。南通方鼎精密铸造有限公司铸件获得众多用户...
- 青海汽车铸件流水线 2024-11-07
- 北京不锈钢铸件公司排名 2024-11-03
- 河北轨道交通铸件来图 2024-10-25
- 重庆汽车铸件流水线 2024-10-12
- 青海管铸件厂家推荐 2024-10-09
- 北京硅溶胶铸件铸钢 2024-09-28
- 宁夏不锈钢铸件公司排名 2024-09-27
- 青海硅溶胶铸件供应商 2024-09-26
- 新疆精密铸件定制 2024-09-25
- 青海铸件多年行业经验 2024-09-24
- 安徽机械铸件厂家推荐 2024-09-23
- 浙江汽车铸件有限公司 2024-09-22
- 上海阀体铸件多年行业经验 2024-09-22
- 浙江卡车铸件来图 2024-09-22
- 陕西五金配件铸件 2024-09-22
- 青海阀体铸件源头厂家 2024-09-21




- 青海管铸件厂家推荐 10-09
- 北京硅溶胶铸件铸钢 09-28
- 宁夏不锈钢铸件公司排名 09-27
- 青海硅溶胶铸件供应商 09-26
- 新疆精密铸件定制 09-25
- 青海铸件多年行业经验 09-24
- 宁夏工程机械配件铸件有限公司 09-24
- 上海农机铸件公司排名 09-23
- 山西水玻璃铸件厂家排名 09-23
- 甘肃卡车铸件流水线 09-23