增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。...
钻头基本参数
- 品牌
- 台仪
- 型号
- 通用
- 材质
- 高速钢,硬质合金,钨钢,合金,金刚石
- 涂层
- 否
- 样品或现货
- 现货
- 是否库存
- 是
- 是否批发
- 批发
- 产地
- 台州椒江
- 厂家
- 台州市椒江建设工程机械厂
钻头企业商机
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损。钻头加工中会遇到哪些问题?台州取芯钻头采购

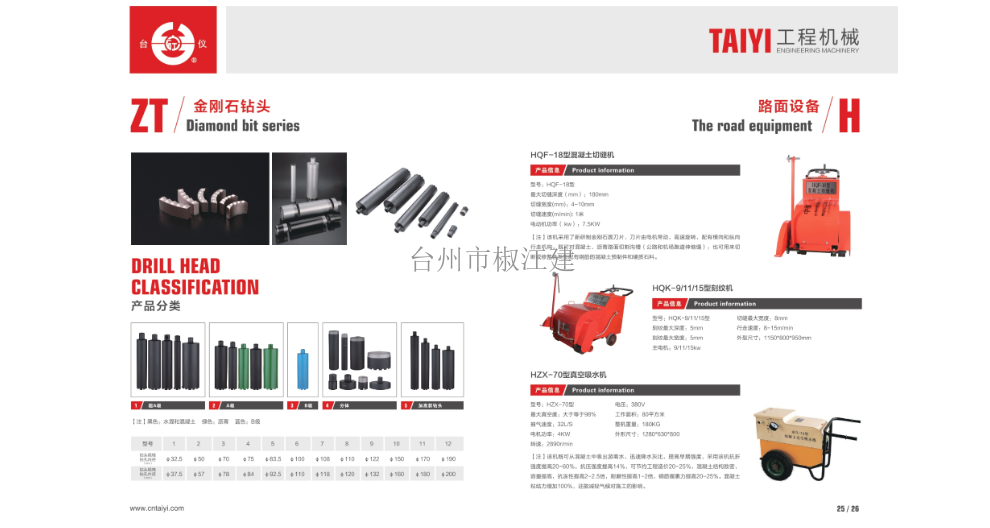
空心钻的分类:按材质有合金,工具钢。空心钻主要用于材质较硬的材料,而工具钢一般用于材质比较软的材料,针对这两种钻头工具钢相对便宜一些。价格:市面上市场价1佰多到2百多不等。空心钻头材质可分为硬质合金钢,高速钢等,粉末冶金,钨钢钻类,一般市场上用的较多的是硬质合金,和高速钢的为常用型,硬质合金空心钻头其优点耐磨耐用,打较硬材质时不易崩掉,而高速钢是很锋利型的,钻孔比较快,但比较脆,打较硬材质时容易断。台州取芯钻头采购台州市椒江建设工程机械厂致力金刚石钻头设备生产研发,我们欢迎您致电!
前角对切削力的影响:前角的变化会影响切屑材料的变形程度,从而使切削力发生变化。切屑变形越大,切削力越大;切屑变形越小,切削力越小。当前角在0°~15°范围内变化时,切削力修正系数的变化范围为1.18~1。前角对钻头耐用度的影响:增大钻头前角时,会使刀尖强度和散热体积减小,同时会影响刀尖受力情况。当前角为正值时,刀尖受拉应力;当前角为负值时,刀尖受压应力。如选用的前角过大,虽可增加钻头锋利度,减小切削力,但刀尖所受拉应力较大,刀尖强度降低,容易折断。在切削试验中许多钻头均因前角过大而损坏。但是,由于被加工材料硬度和强度较高,加之便携式钻机的主轴及整机刚性较低,如选用的前角过小,钻孔时切削力的增大会使主轴产生振动,加工表面出现明显振纹,钻头耐用度也会降低。
基体和刀头的焊接:正规的刀头焊接(复焊)厂家一般采用高精度的全自动焊机,配以高精度靠模,严格细致的焊接工艺和质量检查标准,这样可以有效地控制焊接时刀头加热对锯片基体的平面度,端面跳动量,径向跳动量和张力值的影响,有效地避免或减少锯片在切割过程中出现板材弯曲的机会。同时,刀头和基体的配合比(刀头厚度与基体厚度之比)也是一个不容忽视的重要因素。过小容易在切割深度超过半径的二分之一时出现板材弯曲现象(一般厂家认为此值在1.25一1.35时切割效果较好)。因此石材加工企业在进行刀头焊接(复焊)时,要选择条件比较好一点的正规刀头焊接生产厂,确保锯片成品的质量和切割高效,减少损失和浪费。锯机的影响因素再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关。台州市椒江建设工程机械厂为您供应钻头,有想法的不要错过!

在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关 。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC钻头是当今石油和天然气勘探开发行业普遍使用的一种破岩工具,它有效地提高了机械钻具,缩短了钻井周期。台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!北京合金钻头
台州市椒江建设工程机械厂为您供应钻头,欢迎您致电咨询!台州取芯钻头采购
1、开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象。2、使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象。3、开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏。4、钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度。出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀。5、硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米。6、硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击。7、入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整。8、钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业。9、缠绕在刀体上的铁屑过多时,可退刀后用勾子除去。台州取芯钻头采购
与钻头相关的文章
北京取芯钻头工厂
- 椒江高速钢钻头咨询 2024-10-29
- 四川挖机钻头厂商 2024-10-29
- 四川双端面钻头怎么选 2024-10-29
- 上海合金球齿钻头哪家可靠 2024-10-29
- 北京混凝土钻头订购 2024-10-29
- 浙江金刚石钻头需要多少钱 2024-10-29
- 双刀钻头生产厂家 2024-10-29
- 高速钢钻头批发商 2024-10-29
- 锥孔球齿钻头工厂 2024-10-29
- 四川双刀钻头订做 2024-10-29
- 上海凿岩钻头要多少钱 2024-10-29
- 台州冲击钻头价位 2024-10-29


与钻头相关的新闻
-
台州钻头价位 2024-10-29 12:04:50钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆...
-
山东混凝土钻头哪家可靠 2024-10-29 08:05:00刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生...
-
河北电锤钻头品牌 2024-10-29 07:05:01群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻...
-
高速钢钻头哪家好 2024-10-29 00:15:17操作者必须经过培训,操作方法熟练后,方可独自操作。电器部分要做好防水、防尘工作,随时注意检查漏电接地保护是否可靠。断路器电流调整至8A。在接通压缩空气前,气动阀手柄必须置于"停"的位置上;压缩空气必须经过过滤,尽量保持清洁和干燥。钻机必须支撑牢固后,方可开始工作,防止引起钻机倒地。在进给过程中,严禁...
与钻头相关的问题
新闻资讯
产品推荐
-

椒江手提式取芯机哪家专业
2024-11-09 -

椒江路面钻孔取芯机厂
2024-11-09 -

重庆汽油取芯机厂家排名
2024-11-09 -
重庆钻孔取芯机公司
2024-11-09 -

上海路面钻孔取芯机定做
2024-11-09 -
山东混凝土取芯机价位
2024-11-09 -

四川电动钻孔取芯机订做
2024-11-09 -
广东手提式钻孔取芯机厂商
2024-11-09 -

河北混凝土取芯机哪家便宜
2024-11-09