- 品牌
- 卓玉智能
- 型号
- 视觉检测设备
智慧工厂对产品的全周期实施可视化管理,产品的全流程可正反追溯。增加首件质检,人工产出的成品进行质检,再将质检结果和质检标准上传至系统。对于后续产出的产品,人工智能可直接进行质检,对于不合格的产品直接转到人工质检区。现场巡检:基于现场移动网络,提供移动设备,通过设备进行巡检,采用文字、图片、视频等方式,实时记录现场加工过程中出现的质量问题,以便后期的改进。同时可以快速将问题反馈,以及时采取措施,将损失控制在一定范围。智慧工厂建立智能维护管理系统(IMS),实现设备状态监测、故障预警和预防性维护管理。高效智慧工厂智能仓储系统推荐

智能调度系统在制造业、物流业、服务业等领域都有广阔的应用前景,它可以为企业提供更高效、更智能的生产管理和运营决策支持。它具有以下优点:提高生产效率:通过自动化的任务调度和优化,可以减少人力干预和等待时间,提高生产效率。降低成本:智能调度系统可以减少人力成本和物料浪费,同时也可以降低设备的维护成本。提高产品质量:通过实时的数据监控和调整,可以减少生产过程中的质量波动和产品不良率。增强生产安全性:智能调度系统可以对设备运行状态和人员工作情况进行实时监控,及时发现并处理异常情况,提高生产安全性。智慧工厂RGV销售智慧工厂应用工业大数据技术,对海量数据进行实时处理和分析,挖掘数据价值。
MES在生产计划方面具有以下具体功能:生产建模:对基础数据进行建模,包括人、机、料等生产要素。计划管理:根据人员、工艺、设备、原材料、库存等情况进行综合计划排产,包括车间排程和设备排程。生产管理:对各个工序的生产报工数据进行采集收集,监控生产进度。质量管理:进行来料检验、过程检验、产品检验等,确保产品质量。追溯管理:根据一物一码或批次码进行产品追溯,出现质量问题时,可快速查询该产品的生产信息(人、机器、原材料)。工资管理:根据生产管理收集的工序生产工时,通过设定工序计件标准、工艺标准等信息进行当天工资计算。设备管理:进行设备台账、设备维修维保、设备预防性维护、备品备件等管理。数据采集:与生产设备进行数据对接,采集生产数据。报表管理:生成班组日报表、工序产量表、设备产量表、生产进度报表、物料现存报表等各类报表。能耗管理:对生产设备进行能耗数据采集、监控、分析。这些功能共同构成了MES在生产计划方面的功能模块,有助于企业优化生产计划和执行过程,提高生产效率和产品质量。
智慧工厂的特点包括:①自动化生产:智慧工厂采用自动化设备和机器人,实现生产过程的自动化控制和管理。②数据化管理:智慧工厂通过传感器、RFID等技术采集生产过程中的各种数据,实现数据的实时监测、分析和管理。③智能化决策:智慧工厂利用人工智能技术,对采集的数据进行分析和处理,实现生产过程的智能化决策和优化。④可视化监控:智慧工厂采用可视化技术,将生产过程中的数据、设备状态、人员活动等信息实时呈现在生产管理系统中,实现生产过程的可视化监控和管理。智慧工厂实施了质量管理通过持续改进和预防措施提高了产品质量和客户满意度。
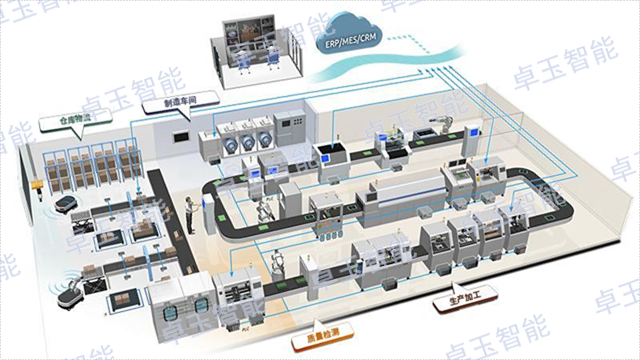
在智慧工厂中,智能传感器网络可以应用于各种场景,如设备监测、环境监测、生产过程控制等。由于采用无线通信技术,传感器节点可以随时加入或离开网络,使得网络的灵活性和可扩展性得到了极大的提升。通过布置在各个设备、机器和生产线上的传感器节点,可以实时收集并监测各种数据,如温度、湿度、压力、振动等,为工厂的稳定运行和生产过程的优化提供有力支持。同时,智能传感器网络还可以与其他系统进行集成,实现更高效的生产和管理。智慧工厂通过物联网技术实现设备之间的信息共享和协同作业,提高了生产设备的利用率和生产效率。数字化智慧工厂5G云平台售后服务
智慧工厂能够及时发现潜在问题并采取措施,降低了生产成本和产品不良率。高效智慧工厂智能仓储系统推荐
在智慧工厂中,通过物联网技术收集到的传感器数据需要在云平台或控制系统中进行处理、存储和分析。这些数据包括设备运行状态、环境参数、生产过程数据等各种信息,对于工厂的优化和改进具有重要意义。在云平台或控制系统中,传感器数据首先需要进行数据清洗和预处理,去除异常值、填补缺失值、消除噪声等,以提高数据的质量和准确性。接下来,数据被存储在分布式数据库或数据仓库中,以便进行进一步的分析和处理。在智慧工厂中,通过云平台或控制系统对传感器数据进行处理、存储和分析,再结合大数据分析、机器学习和人工智能等技术,可以实现生产过程的优化、预测故障和改进决策等目标,提高生产效率和质量的同时降低成本,增强制造企业的创新力和竞争力。高效智慧工厂智能仓储系统推荐

- 合肥喷锡自动线智慧工厂平台 2024-05-29
- 盐城转向转角机智慧工厂厂家 2024-05-29
- 南京定制智慧工厂车间 2024-05-29
- 杭州追板机智慧工厂要多少钱 2024-05-29
- 武汉AGV立库智慧工厂有哪些 2024-05-29
- 石家庄中心定位机智慧工厂怎么样 2024-05-29
- 西安AGV智慧工厂协同管控 2024-05-29
- 西安数字化智慧工厂生产线 2024-05-29


