- 品牌
- 卓玉智能
- 型号
- 视觉检测设备
智能包装码垛机器人是现代自动化包装流水线中不可或缺的一部分。这些机器人通过高精度的传感器和先进的算法,可以自动识别、抓取和堆叠产品,极大地提高了包装效率和质量。智能包装码垛机器人通常采用多轴机械臂结构,具有强大的运动控制能力和高精度的定位系统。它们可以通过机器视觉和深度学习技术,识别产品的特征和位置,实现准确的抓取和堆叠。此外,这些机器人还配备了多种传感器,如触觉、视觉和力矩传感器等,以实现精确的反馈控制和避障功能。智慧工厂推行全员参与和持续改进的理念,鼓励员工积极参与改进和创新活动。智慧工厂智能仓储系统方案

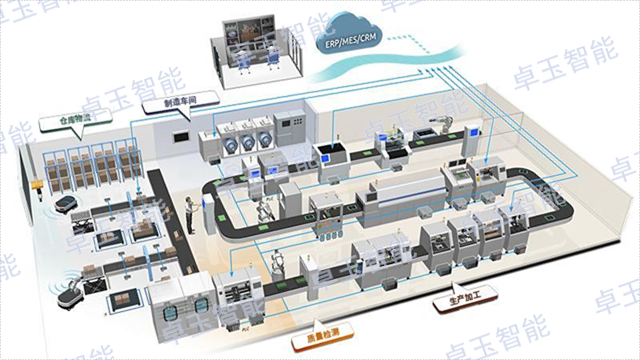
智慧工厂的特点包括:①自动化生产:智慧工厂采用自动化设备和机器人,实现生产过程的自动化控制和管理。②数据化管理:智慧工厂通过传感器、RFID等技术采集生产过程中的各种数据,实现数据的实时监测、分析和管理。③智能化决策:智慧工厂利用人工智能技术,对采集的数据进行分析和处理,实现生产过程的智能化决策和优化。④可视化监控:智慧工厂采用可视化技术,将生产过程中的数据、设备状态、人员活动等信息实时呈现在生产管理系统中,实现生产过程的可视化监控和管理。数字化智慧工厂视觉检测系统生产企业智慧工厂建立了统一的数据平台,将生产现场的数据与后台管理系统进行无缝对接。

MES在生产计划方面具有以下具体功能:生产建模:对基础数据进行建模,包括人、机、料等生产要素。计划管理:根据人员、工艺、设备、原材料、库存等情况进行综合计划排产,包括车间排程和设备排程。生产管理:对各个工序的生产报工数据进行采集收集,监控生产进度。质量管理:进行来料检验、过程检验、产品检验等,确保产品质量。追溯管理:根据一物一码或批次码进行产品追溯,出现质量问题时,可快速查询该产品的生产信息(人、机器、原材料)。工资管理:根据生产管理收集的工序生产工时,通过设定工序计件标准、工艺标准等信息进行当天工资计算。设备管理:进行设备台账、设备维修维保、设备预防性维护、备品备件等管理。数据采集:与生产设备进行数据对接,采集生产数据。报表管理:生成班组日报表、工序产量表、设备产量表、生产进度报表、物料现存报表等各类报表。能耗管理:对生产设备进行能耗数据采集、监控、分析。这些功能共同构成了MES在生产计划方面的功能模块,有助于企业优化生产计划和执行过程,提高生产效率和产品质量。
视觉检测设备是一种基于机器视觉技术的自动化检测设备,它可以通过图像传感器或工业相机等设备对产品进行高精度、高效率的检测,从而替代传统的人工检测方式。视觉检测设备通常由图像采集、图像处理、图像分析、控制输出等几个部分组成。其中,图像采集部分包括工业相机、光源、镜头等设备,用于获取产品的图像信息;图像处理部分包括图像增强、去噪、二值化等算法,用于对图像进行预处理和特征提取;图像分析部分包括目标检测、分类、识别等算法,用于对产品进行高精度、高效率的检测和分析;控制输出部分则根据检测结果控制设备的动作,如分拣、包装等。智慧工厂通过互联网,实现了信息的共享和协同作业,提高了生产效率和产品质量。

智能检测设备是一种能够自动完成数据采集、处理、特征提取和识别的技术装备,它可以帮助人们快速、准确地获取被测、被控对象的有关信息。智能检测设备在各个领域都有广阔的应用,如生产、科研、试验、服务等。智能检测设备的种类非常多,根据不同的应用场景和检测对象,可以分为不同的类型。例如,智能包装检测设备、智能焊接检测设备、智能涂装检测设备等。这些设备都配备了先进的传感器和算法,能够自动检测产品的质量、尺寸、形状等参数,并进行分析和判断,从而保障产品的质量和稳定性。智慧工厂注重员工培训和技能提升,提高员工综合素质和生产技能。高集成智慧工厂5G云平台生产企业
智慧工厂通过物联网技术实现设备之间的信息共享和协同作业,提高了生产设备的利用率和生产效率。智慧工厂智能仓储系统方案
智慧工厂以数字化转型为驱动,利用新一代信息技术将工厂的运营过程进行数字化改造和智能化升级。它通过智能传感器网络、物联网技术、大数据分析、人工智能等技术手段实现生产过程的自动化、智能化、可视化、可追溯化和可预测化,提高生产效率和质量的同时降低成本,增强制造企业的创新力和竞争力。智慧工厂是数字化转型的重要趋势之一,也是中国制造业发展的必经之路。它以工业互联网技术为驱动力,通过物联网、大数据分析与人工智能技术的应用,将传统工厂的流程、设备、制造工艺等智能化,实现数字化、可视化、灵活化和高效化的生产模式。智慧工厂智能仓储系统方案
- 合肥喷锡自动线智慧工厂平台 2024-05-29
- 盐城转向转角机智慧工厂厂家 2024-05-29
- 南京定制智慧工厂车间 2024-05-29
- 杭州追板机智慧工厂要多少钱 2024-05-29
- 武汉AGV立库智慧工厂有哪些 2024-05-29
- 石家庄中心定位机智慧工厂怎么样 2024-05-29
- 西安AGV智慧工厂协同管控 2024-05-29
- 西安数字化智慧工厂生产线 2024-05-29


