- 品牌
- 畅桥真空
- 型号
- 详情请咨询
真空腔体几种表面处理方法:超声波抛光:将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光:流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。真空腔体在真空系统中可以控制真空度和气体流动,同时保护其他组件免受外部环境的干扰。贵州不锈钢真空腔体报价

真空腔体使用时的常见故障及措施:真空腔体是可以让物料在真空状态下进行相关物化反应的综合反应工具。具有加热快、抗高温、耐腐蚀、环境污染小、自动加热等几大特点,是食品、生物制药、精细化工等行业常用的反应设备之一,用来完成硫化、烃化、氢化、缩合、聚合等的工艺反应过程。真空腔体使用时常见的一些故障及解决办法如下:1、容器内有溶剂,受饱和蒸汽压限制。解决办法:放空溶剂,空瓶试。2、真空泵能力下降。解决办法:真空泵换油(水),清洗检修。3、真空皮管,接头松动,真空表具泄漏。解决办法:沿真空管路逐段检查、排除。4、仪器作保压试验,在没有任何溶剂的情况下,关断所有外部阀门和管路,保压一分钟,真空表指针应不动,表示气密性良好。解决办法:(1)重新装配,玻璃磨口擦洗干净,涂真空硅脂,法兰口对齐拧紧;(2)更换失效密封圈。5、真空腔体的放料阀、压控阀内有杂物。解决办法:清洗。广西铝合金真空腔体真空技能包含真空取得、真空丈量、真空检漏和真空使用四个方面。

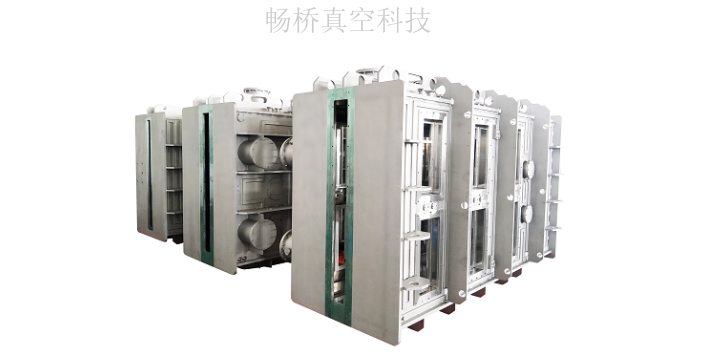
不锈钢真空腔体采用304不锈钢,材料厚度从25mm到35mm,涉及多种规格。产品加工过程包括油磨、等离子切割、矫平、机加工等工序,攻破技术壁垒、解决了加工难题。不锈钢真空腔体的几种表面处理方法:1、喷丸:喷丸即使用丸粒轰击工件表面并植入残余压应力,提升工件疲劳强度的冷加工工艺。2、喷砂:喷砂是利用高速砂流的冲击作用清理和粗化基体表面的过程,即采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化;
焊接是真空腔体制作中非常重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷发保护气体氩气,以避免熔化后的高温金属发作氧化反应。
超高真空腔体的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不允许内外两层焊接和两层密封。真空腔体的内壁外表吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为完成超高真空,要对腔体进行150~250℃的高温烘烤,以促使材料外表和内部的气体尽快放出。烘烤方法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简单的烘烤方法是运用加热带,加热带的外面再用铝箔包裹,避免热量散失的一起也可使腔体均匀受热。 整个反应过程,尽量保持真空腔体垂直,避免倾倒,一旦倾倒,须重新装料。
真空腔体的使用条件及操作流程:1、使用前须了解真空腔体的使用范围,实际使用不得大于范围的2/3,并且也不能大于表头量程的2/3。2、将内衬放入釜之前,需注意搅拌磁子是否已放入,物料总体积不能大于装置体积的2/3。3、加料时,物料尽量加到釜底,尤其催化剂应被原料或溶剂覆盖。4、加料完毕,擦干净真空腔体及釜盖密封面,不能粘附其他杂质,避免密封不紧。5、盖上釜盖,用扭力扳手按对角线方向多次逐步将螺母旋紧,严防用力不均,产生偏斜,损伤密封面。6、上紧釜盖后,氨气或反应所用气体置换釜内空气,一般用10公斤压力需置换3次。置换时,注意要缓慢充放,避免反应物带出或飞溅。7、置换好后,充入反应气至反应所需压力。开始搅拌,用听诊器原理听磁子转动情况,调整搅拌和压力釜,使转动适宜。带压工作的高压釜,严禁敲击和拧动螺母及接头。8、反应结束后,取出釜,放置冷却。为了降低釜内温度,可以用冷水冷却。9、反应结束后,一般需待压力降到常压后,再打开釜盖,开釜前须缓慢放空釜内气体,开釜螺栓时,在松动后,撬起釜盖,避免釜内剩余压力冲起釜盖。10、整个反应过程,尽量保持真空腔体垂直,避免倾倒,一旦倾倒,须重新装料。真空腔体被用于医疗器械,如 MRI 和 CT 扫描仪,因为它可以提供干净和无氧的环境。贵州不锈钢真空腔体报价
真空腔体烘烤时的真空度变化成果,烘烤选用环绕加热带的方法。贵州不锈钢真空腔体报价
焊接是真空腔体制作中非常重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷发保护气体氩气,以避免熔化后的高温金属发作氧化反应。超高真空腔体的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不允许内外两层焊接和两层密封。真空腔体的内壁外表吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为完成超高真空,要对腔体进行150~250℃的高温烘烤,以促使材料外表和内部的气体尽快放出。烘烤方法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简单的烘烤方法是运用加热带,加热带的外面再用铝箔包裹,避免热量散失的一起也可使腔体均匀受热。贵州不锈钢真空腔体报价
- 四川镀膜机腔体销售 2024-10-28
- 合肥真空烘箱腔体制造 2024-10-28
- 陕西非标真空设备腔体生产厂家 2024-10-28
- 北京镀膜机腔体价格 2024-10-28
- 太远镀膜机腔体生产厂家 2024-10-28
- 广东半导体真空腔体报价 2024-10-28
- 上海不锈钢真空腔体价格 2024-10-28
- 重庆真空腔体加工 2024-10-28
- 河南镀膜机腔体生产厂家 2024-10-28
- 广西镀膜机腔体报价 2024-10-27
- 北京真空腔体定制 2024-10-27
- 辽宁铝合金真空腔体 2024-10-27

