选购管胚模具需要注意的事情:一:挑选厂家,首要选购模具必须先找好厂家,正规经营资历,世界规范化认证能确保精密模具在整个订购和拼装进程中稳定性。二:看厂家的加工设备在模具的制造中,使用好的加工设备能保证模具质量以及准确度。三:看实践产品。 1、 模具外观:首要观察模具的外观是否有任何锈迹、外表撞痕、残缺等缺点。2、模具做工:合格的模具做工精良,细致,毫无瑕疵。2、使用寿命:根据成型加工工艺,构造和制造来剖析,合格的精密模具的使用寿命根本应该在30万次以上。管胚模具需要定时检修。湖北专业管胚模具生产
管胚模具:管胚模具的数控加工具有一定典型性,并比一般产品的数控加工有更高的要求。管胚模具是生产各种工业产品的重要工艺装备,跟着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船只和轿车等工业部门的推广使用,产品对模具的要求也越来越高,传统的模具设计方法已无法适应当今的要求。与传统的模具设计比较,计算机辅助工程(CAE)技术无论是在提高生产率、确保产品质量方面,仍是在降低成本、减轻劳动强度方面,都具有极大的优越性。佛山专业管胚模具促销价格如何选择质量好的管胚模具?

管胚模具在使用过程中出现的问题以及解决方法:一、颈部弯曲,现象:通常表现为灌装或封盖麻烦,瓶口螺纹下的凸环变位,与瓶体中心线不垂直。原因:该问题一般是机械操作造成的,颈部积料过厚引发合模后变形。解决方法:1、瓶子颈部积料过厚,受到合模的碰模就会发生瓶颈变歪;2、凸环在模具顶板的凹处夹持过紧,瓶胚的尺寸在其尚热时即须固定下来,它需有0.25MM的热间隙;3、输送臂与吹气中心的找正,也应被视为引发问题的原因之一。二、底部破损,现象:底部积料过厚处常有一小段细微裂痕,不仔细观察很难发现,灌装时很可能由此引发爆裂。原因:这一问题不十分常见,起因是瓶胚底部温度偏低,当拉伸杆顶着它朝模底走时就形成微裂。解决方法:1、在拉伸与破裂之间,使瓶胚端部既不过冷,也不过热(过热会使门间隙变差);2、拉伸杆至模底的间隙也很关键,只有采用较大的必要间隙才能确保门的定位。
管胚模具的抛光方法:化学抛光:化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备;可以抛光形状复杂的工件;可以同时抛光很多工件,效率高。化学抛光的关键问题是抛光液的制。机械抛光:机械地光是靠切削材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸,砂带,尼龙轮等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。在生产设计管胚模具的过程中一定要严格把控工艺的要求,提升产品的使用。

管胚模具在安装过程中要注意的事项:1.新的管胚模具安装时,必须确认由于运输造成的螺栓松开问题,必要时紧固所有的螺栓。2.模具温控系统安装完成,必须确认插座、组线安装是否按标识正确连接,以免造成电器零件烧毁或温控不正常等问题发生。3.模具未开冷却水,请勿加温,高温可能导致模具零件及密封件损坏、变形等。4.模具上端插座及模具内发热器切勿接触到水,否则将导致模具内加热器及温控箱零件损坏。5.锁模顶针开启后没有即时注射,再次锁模时,应检查型腔内是否有胶溢出,以免造成堵塞或压坏模心、模腔。6.导柱、导套及脱模机构,应使用高黏度固态油,并应长期保持良好润滑状态,否则将导致零件磨损或顶出、退回不顺畅。7.模具加温时,先开主流道温度,待主流道温度上升到设定值,方可打上分流道开关,以免分流道加温过早造成原料分解发黑。8.必须按日维护事项检查或维护模具,以免模具关键部位螺丝松动。管胚模具在使用过程中,总有或许呈现较大故障而需求停机检修,在停机时不能再继续作业。福建管胚模具制造厂家
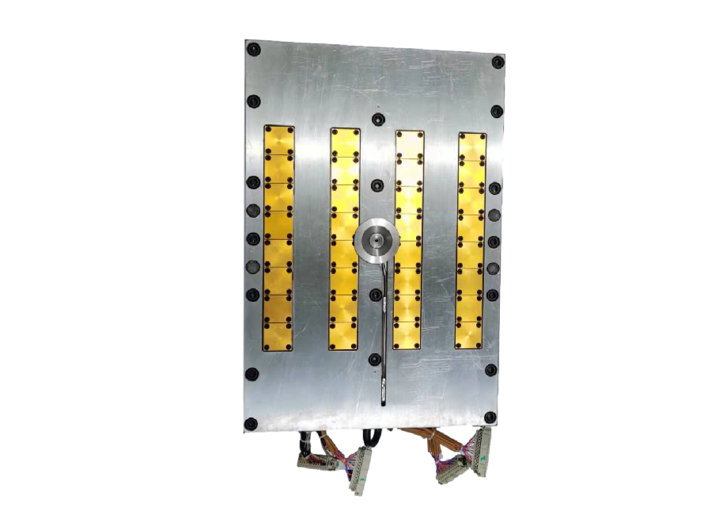
材料的耐磨性是管胚模具基本、重要的性能之一。湖北专业管胚模具生产
管胚模具的一些解决问题的方法:颈部弯曲:原因:该问题一般是机械操作造成的,颈部积料过厚引发合模后变形。解决方法:1、管子颈部积料过厚,受到合模的碰模就会发生管颈变歪;2、凸环在模具顶板的凹处夹持过紧,管胚的尺寸在其尚热时即须固定下来,它需有0.25MM的热间隙;3、输送臂与吹气中心的找正,也应被视为引发问题的原因之一。底部破损,现象:底部积料过厚处常有一小段细微裂痕,不仔细观察很难发现,灌装时很可能由此引发爆裂。原因:这一问题不十分常见,起因是管胚底部温度偏低,当拉伸杆顶着它朝模底走时就形成微裂。解决方法:1、需要是在拉伸与破裂之间,使管胚端部既不过冷,也不过热(过热会使门间隙变差);2、拉伸杆至模底的间隙也很关键,只有采用比较大的必要间隙才能确保门的定位。湖北专业管胚模具生产






