中国已经确立了要在2060年实现碳中和的目标,未来几十年氢能可以在绿色能源结构中占据重要的一席地位。而创阔能源科技在这重大目标中来开发研究氢能的使用。中国是世界大产氢国,但是我国的国情是富煤缺油少气,我国的制氢方式大多数并非通过天然气重整制氢,而是通过煤制氢的方式取得,使用煤制氢拥有明显的低成本特色。但如果坚持使用化石能源作为原料的话还会产生新的污染和耗能的问题,也是一种不可持续的方式。另外在制氢生产工艺上存在技术落后,设备需要从国外引进,制氢成本高昂,原料来源单一。从全世界范围来看,一场氢能已经在发达国家如美国、德国和日本开启,他们已经在包括氢的生产、储存、运输和利用上采用公私合作的方式有效地开展具体的项目,而我们的也应该将氢能产业作为实现2060碳中绿色增长目标的一个关键领域,相关氢能的技术发展和成本的降低。换热器制作加工创阔科技。安徽多层板微通道换热器
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。上海铝合金微通道换热器高效液冷换热器,多结构多介质换热器,设计加工找创阔科技。
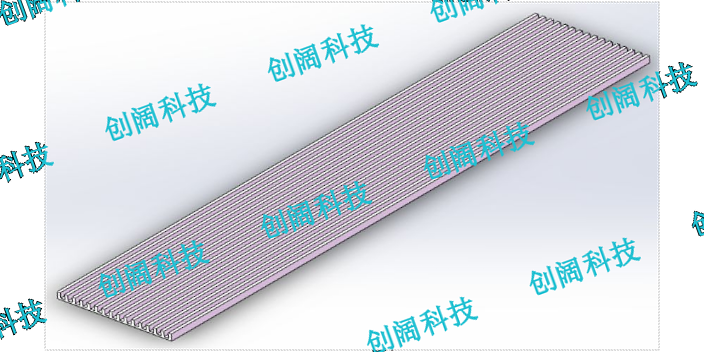
近年来,微化工技术已成为化学工程学科中一个新的发展方向和研究热点。微化工设备的主要组成部分是特征尺度为纳米到微米级的微通道,因此,微通道内的流体流动和传递行为就成为微化工系统设计和实际应用的基础,对其进行系统深入的研究具有重要意义。20世纪90年代初,可持续与高新技术发展的需要促进了微化工技术的研究,“创阔科技”其主要研究对象为特征尺度在微米级的微通道,由于尺度的微细化使得微通道中化工流体的传热、传质性能与常规系统相比有较大程度的提高,即系统微型化可实现化工过程强化这一目标。自微通道反应器面世以来,微通道反应技术的概念就迅速引起相关领域**的浓厚兴趣和关注,欧美、日本、韩国和中国等都非常重视这一技术的研究与开发。由于特征尺度的微型化,微化工技术的发展在技术领域中构成了重大挑战,也为科学领域带来许多全新的问题,在微尺度的化工系统中,传统的“三传一反”理论需要修正、补充和创新,系统的表面和界面性质将会起重要作用,从宏观向微观世界过渡时存在的许多科学问题有待于发现、探索和开拓。特征尺度为微米和纳米级的微通道是微化工设备系统的主要组成部分,微通道内的单相、气液和液液两相流是微流体学的主要研究内容。
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。微通道板式换热器设计加工创阔科技。
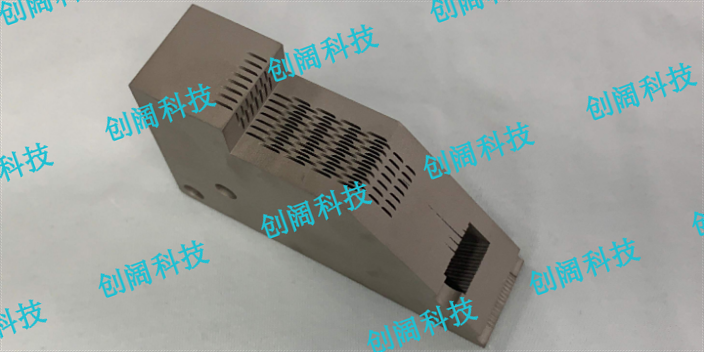
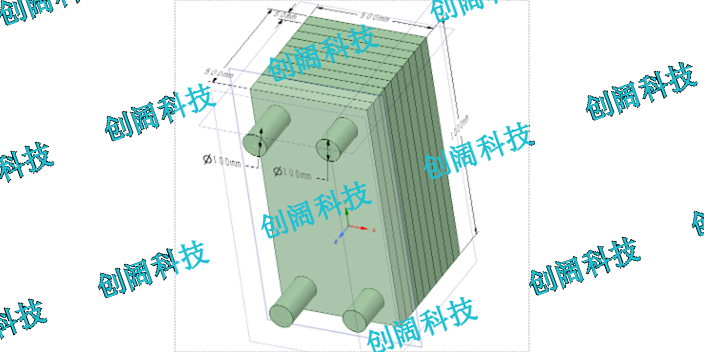
且中间混合腔室的右侧设置有后腔混合室,所述第二主流道设置在后腔混合室的右侧,且第二主流道的右侧设置有第二前腔混合室,所述第二前腔混合室的右侧设置有第二分流道路,且第二分流道路的右侧设置有第二中间混合腔室。推荐的,所述主流道的内部尺寸小于等于两倍分流道路的内部尺寸,且分流道路关于主流道的中心轴对称布置有两组。推荐的,所述中间混合腔室关于后腔混合室的中心轴对称布置有两组,且后腔混合室与前腔混合室之间为对称布置。推荐的,所述第二主流道的形状和尺寸与主流道的形状和尺寸均相吻合,且第二主流道与主流道之间为对称设置。推荐的,所述第二分流道路为倾斜式结构设置,且第二分流道路与分流道路的数量相吻合。推荐的,所述第二中间混合腔室的右侧设置有第二后腔混合室,且第二后腔混合室的形状和尺寸与后腔混合室的形状和尺寸相吻合。“创阔科技”研究混合流体从前一个单元的后腔混合室流到主流道时,由于截面积缩小,流体被挤压,得到一次加强混合作用;2.通过中间混合腔室的设置,在中间混合腔室内,因为截面积扩大,产生伯努利效应,流体流速减慢并形成环流,得到又一次加强混合的作用;3.通过后腔混合室的设置。创阔科技制作氢气换热器,微通道换热器,印刷板式换热器,专业设计加工。闵行区微通道换热器
创阔科技按微反应器的操作模式可分为:连续微反应器、半连续微反应器和间歇微反应器。安徽多层板微通道换热器
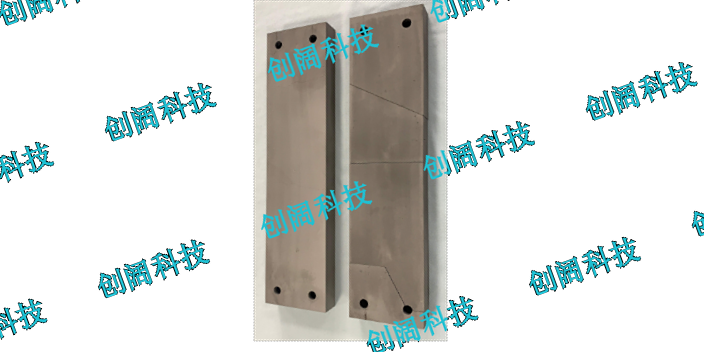
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。安徽多层板微通道换热器